













Outils et accessoires de frein à pression: Quoi acheter en premier
Le succès dans la fabrication de métal de précision dépend moins du nombre d’outils que vous possédez et davantage de l’utilité stratégique de votre première installation. À J.S. Cors, Nous avons observé que 80% des tâches de flexion standard peuvent être réalisées avec juste 20% d’un catalogue d’outillages typique. Investir dans la haute performance 42Acier allié CrMo L’outillage garantit que votre atelier obtient une précision constante de ±0,1° dès le premier jour de production.
Le "Règle de 8" et Au-delà: Sélection de vos matrices de noyau
Quel est le "Règle de 8" Dans l’outillage des freins à pression?
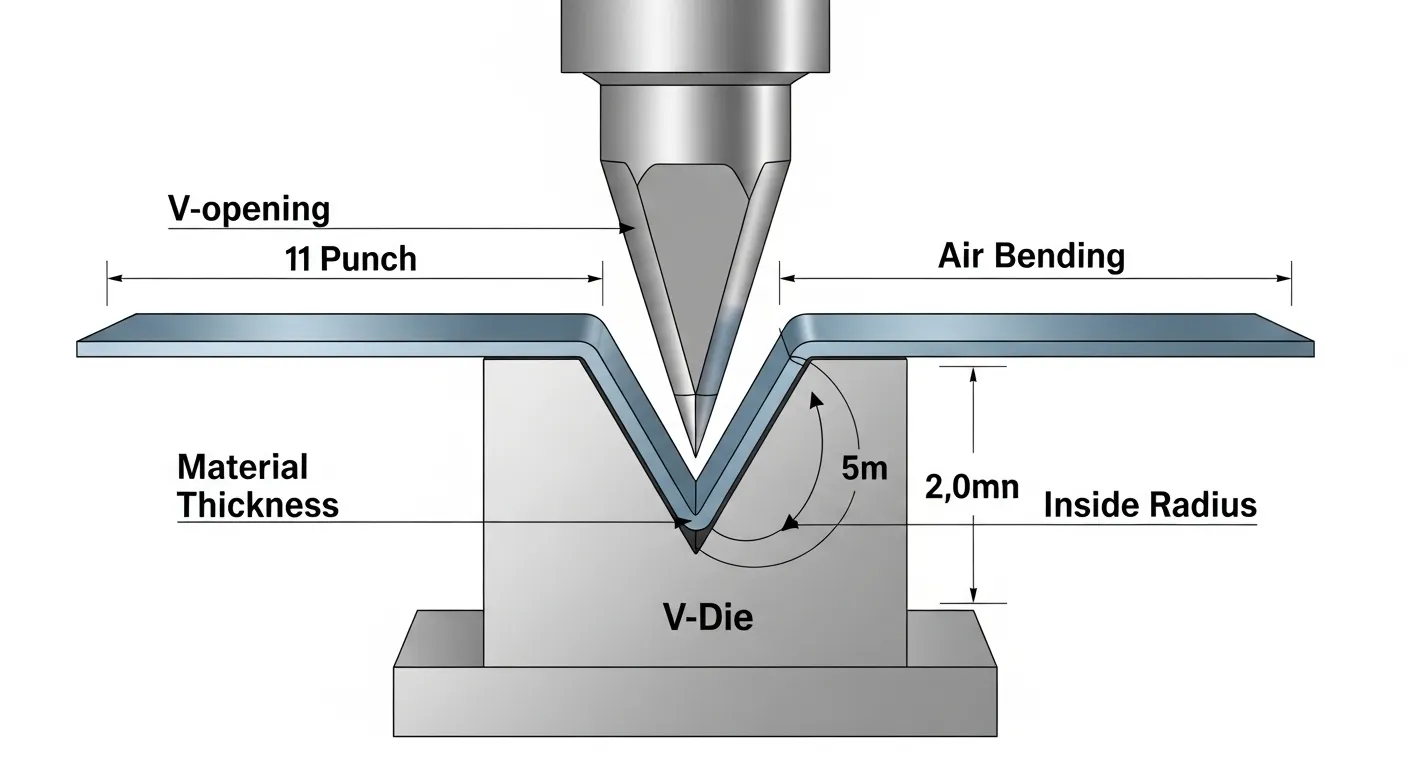
Le Règle de 8 est une directive fondamentale de fabrication stipulant que l’ouverture idéale de la puce en V doit être huit fois l’épaisseur du matériau (8T). Pour les matériaux de plus de 12 mm, ce ratio augmente souvent à 10T ou 12T pour gérer les besoins en tonnage et prévenir la fracture de l’outil. Choisir la bonne ouverture garantit un rayon de courbure intérieur d’environ 16% de la largeur V.
Lorsque nous aidons les clients à spécifier leur premier Frein à pression CNC JS Ragos, Nous insistons sur le fait que la maîtrise de l’air est la norme moderne en matière de polyvalence. Contrairement à la création d’objets, La maîtrise de l’air permet de produire plusieurs angles en utilisant un seul ensemble d’outils en contrôlant la profondeur du poinçon.
| Épaisseur du matériau | Ouverture en V recommandée | Rayon intérieur résultant | Facteur de tonnage |
| 1.0 mm - 1.5 mm | 8 mm - 12 mm | 1.3 mm - 2.0 mm | Faible |
| 2.0 mm - 3.0 mm | 16 mm - 24 mm | 3.2 mm - 4.8 mm | Douleur moyenne |
| 4.0 mm - 6.0 mm | 32 mm - 50 mm | 6.4 mm - 8.0 mm | Haut |
| 10.0 mm | 80 mm - 100 mm | 16.0 mm - 20.0 mm | Critique |
Le "Triple Menace" Sélection des poinçons
Quels sont les premiers coups de poing pour freiner à pression à acheter?
Les trois points essentiels pour tout nouvel atelier sont un 88° Universal Punch, un Gooseneck Punch, et un Coup de poing aigu. Le poinçon à 88° gère la plupart des flexions de l’air à 90 degrés, tandis que le profil à cou de poule est crucial pour les géométries en boîte profonde. Les poinçons aigus sont nécessaires pour les matériaux à surflexion avec un fort rebond, comme l’acier inoxydable ou les alliages à haute résistance.
D’après notre expérience, la fabrication du Freins hybrides HG et HM Series, nous avons constaté que le trio suivant offre le meilleur retour sur investissement:
- 88° Universal Punch: Votre "Voiture de tous les jours." Il offre suffisamment de jeu pour compenser le rebond dans l’acier doux.
- Gooseneck Punch: Conçu avec un détachement profond pour permettre l’installation de brides de retour. Si vous fabriquez des armoires électriques ou des boîtes à quatre faces, C’est non négociable.
- Aiguë (30°) Punch: Indispensable pour les ateliers de haute précision. Ils permettent de plier n’importe quel angle de 30° à 170° lorsqu’ils sont associés à la matrice droite.
Accessoires critiques: Plus que juste "Accessoires"

Quels accessoires sont nécessaires pour un frein à pression CNC?
Les accessoires essentiels pour les freins à pression incluent Pinces rapides de style Amada, Systèmes de couronnement contrôlés par CNC, et Mesure d’angle assistée par laser des outils comme l’iMeasure. Les pinces rapides réduisent les temps de montage de plus 50%, tandis que le couronnement automatique assure la cohérence des angles sur toute la longueur du plateau de la machine, Prévention "Navigation de plaisance" ou "Canoë" Effets dans de longues pièces.
Chez J.S. Cors, Nous intégrons plusieurs composants de haut niveau dans notre Outillage & Automatisation des freins à pression CNC Configurations:
- Tangs de sécurité: Nous utilisons des clics de sécurité au sol de précision pour éviter que les outils ne tombent pendant la mise en place.
- Rapporteurs numériques: Même avec l’avancé Delem DA-66T Contrôleurs, Nous recommandons une vérification manuelle pour la première partie d’une série.
- Armeurs d’outillage: Un stockage à température limitée de l’humidité est essentiel pour protéger le traitement de phosphatation sur notre 42Acier CrMo Outils à cause de la corrosion.
Matières matérielles: Pourquoi le 42CrMo est la norme de l’industrie
Quel est le meilleur matériau pour l’outillage des freins à pression?
La norme industrielle pour les outillages professionnels est 42CrMo (Acier allié chromoly), Connu pour sa grande résistance et sa résistance à l’usure. Lorsqu’il est précisément traité thermiquement pour HRC 47-52, Ce matériau conserve son intégrité géométrique sous un tonnage extrême. Choisir des alliages premium évite la déformation de la pointe et l’usure des épaules courantes dans les modèles moins chers, Alternatives à l’acier au carbone trempé en surface.
Entretien et longévité des outils
Comment entretenez-vous les outillages du frein à pression?
Entretenez les outils du frein à pression en nettoyant les surfaces après chaque changement, application d’une fine couche de lubrifiant industriel, et inspectant pour "Irritant" (Accumulation de matériaux). Plus précisément, lors de la pliabilité de l’aluminium ou de l’acier galvanisé, utiliser Film de flexion protecteur pour éviter les abîmes de surface. Vérifiez régulièrement la présence de micro-fissures dans les matrices utilisées pour les tonnages élevés, Applications de plaques épaisses pour garantir la sécurité de l’opérateur.
Conseil: Dans nos sessions de formation pour leFrein à pression CNC automatique, nous insistons sur le fait qu’un seul morceau d’échelle piégé dans un dé en V peut détourner une courbure par 0.5 Diplômes. Les outils propres sont des outils précis.
Questions fréquemment posées
Style Amada (souvent appelée orientale ou nord-américaine) En général, il y a une soie qui s’adapte à un support spécifique, tandis qu’Européen de Précision (Wila/Trumpf) utilise un engagement de serrage différent. J.S. Les machines Ragos sont très polyvalentes et peuvent être configurées pour l’une ou l’autre norme via notre Approvisionnement mondial des freins à pression CNC Service.
Alors qu’une machine de 40 tonnes comme la nôtre Frein à pression abordable pour un petit atelier est exceptionnellement rapide, Plier de l’acier de 10 mm nécessite un tonnage nettement plus élevé selon la longueur de la courbure. Consultez toujours un tableau de tonnage avant d’essayer de plier les plaques lourdes pour éviter "Surtonnage" et endommager ton lit.
Cela est généralement causé par "Déviation." Pour résoudre cela, Assurez-vous que votre machine est équipée d’un système automatique de couronnement CNC cela exerce une pression vers le haut au centre du lit pour contrer le courbure naturel du bélier.
Avec un entretien et une utilisation appropriés dans les capacités nominales, 42Outillages CrMo peut durer plus longtemps 10 années. Cependant, Si vous remarquez "brillant" ou l’usure sur les rayons de vos V-dies, Il est temps d’un meulage professionnel pour maintenir la précision.

