













Pressbremswerkzeuge und Zubehör: Was zuerst kaufen sollte
Der Erfolg in der Präzisionsmetallverarbeitung hängt weniger von der Anzahl der Werkzeuge ab, sondern mehr vom strategischen Nutzen Ihres ersten Setups. Bei J.S. Hörner, Wir haben beobachtet, dass 80% Standard-Bändigungsaufgaben können mit nur 20% eines typischen Werkzeugkatalogs. Investition in Hochleistung 42CrMo-Legierungsstahl Die Werkzeuge stellen sicher, dass Ihre Werkstatt von Anfang an eine gleichbleibende Genauigkeit von ±0,1° erreicht..
Das "Regel von 8" und darüber hinaus: Auswahl deiner Kern-Stirn
Was ist das "Regel von 8" Pressbremswerkzeuge?
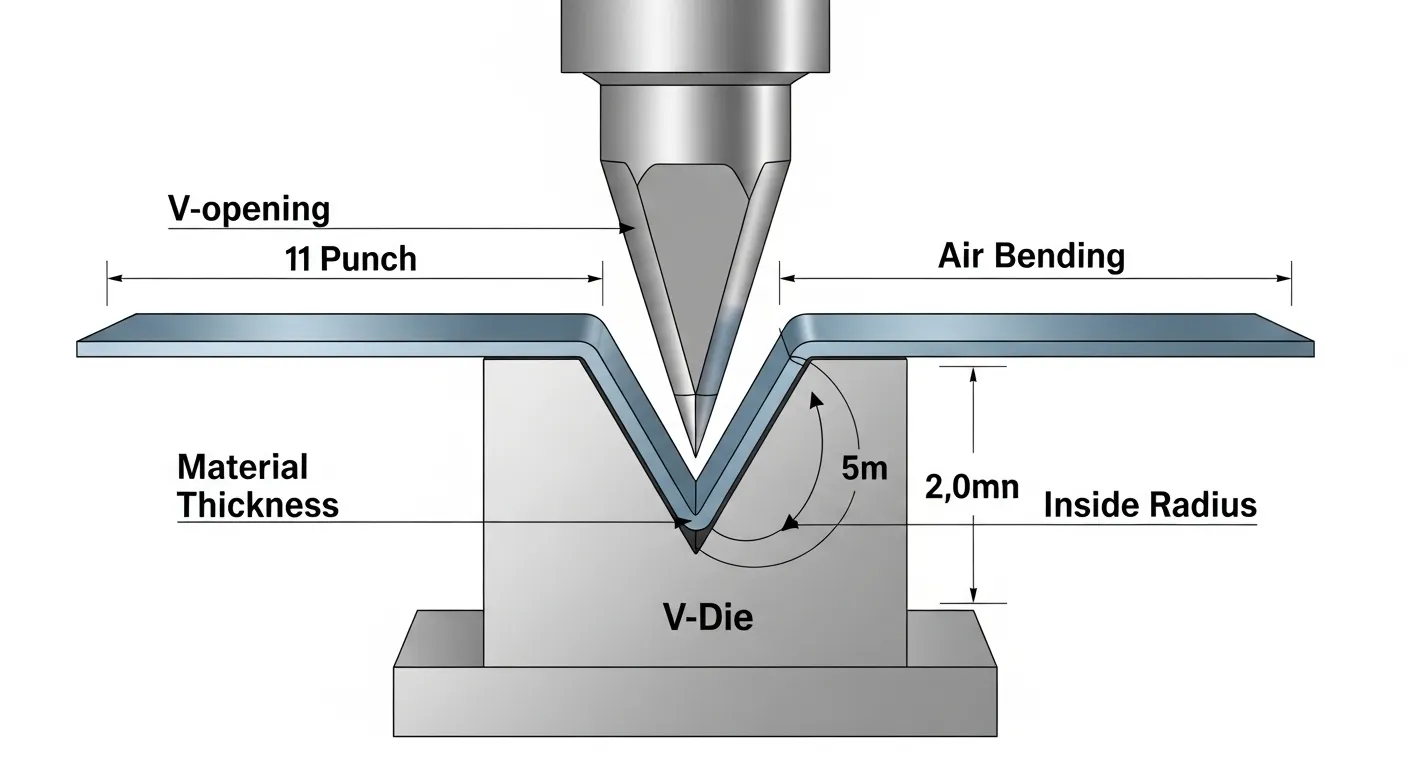
Das Regel von 8 ist eine grundlegende Fertigungsrichtlinie, die besagt, dass die ideale V-Die-Öffnung achtmal so dick wie das Material sein sollte (8T). Für Materialien über 12 mm, dieses Verhältnis steigt oft auf 10T oder 12T, um den Tonnenbedarf zu steuern und Werkzeugbrüche zu verhindern. Die Wahl der richtigen Öffnung gewährleistet einen inneren Biegradius von etwa 16% der V-Breite.
Wenn wir Kunden bei der Spezifikation ihres ersten Studiums unterstützen JS Ragos CNC-Pressbremse, Wir betonen, dass Luftbändigen der moderne Standard für Vielseitigkeit ist. Im Gegensatz zur Münzprägung, Luftbiegen ermöglicht es, mehrere Winkel mit einem einzigen Werkzeugsatz zu erzeugen, indem man die Tiefe des Lochs kontrolliert.
| Materialdicke | Empfohlene V-Eröffnung | Resultierender Innenradius | Tonnagefaktor |
| 1.0 Mm - 1.5 Mm | 8 Mm - 12 Mm | 1.3 Mm - 2.0 Mm | Niedrig |
| 2.0 Mm - 3.0 Mm | 16 Mm - 24 Mm | 3.2 Mm - 4.8 Mm | Medium |
| 4.0 Mm - 6.0 Mm | 32 Mm - 50 Mm | 6.4 Mm - 8.0 Mm | Hoch |
| 10.0 Mm | 80 Mm - 100 Mm | 16.0 Mm - 20.0 Mm | Kritisch |
Das "Dreifache Bedrohung" Stempelauswahl
Was sind die wichtigsten Pressbremsstempel, die man zuerst kaufen sollte?
Die drei wesentlichen Punkte für jeden neuen Workshop sind ein 88° Universeller Stanz, a Gooseneck-Punch, und ein Akuter Schlag. Der 88°-Punch bewältigt die meisten 90-Grad-Luftbiegungen, während das Schwanenhalsprofil für Deep-Box-Geometrien entscheidend ist. Spitze Punches sind notwendig, um Materialien mit hohem Rückstand zu überbiegen, wie Edelstahl oder hochfeste Legierungen.
Nach unserer Erfahrung in der Herstellung der HG- und HM-Serie Hybridbremsen, wir haben gesehen, dass das folgende Trio die höchste Rendite bietet:
- 88° Universeller Stanz: Dein "Alltäglicher Fahrer." Er bietet genug Abstand, um den Rückschwung im Weichstahl auszugleichen.
- Gooseneck-Punch: Mit einer tiefen Entlastung konstruiert, um Rückflansche zu ermöglichen. Wenn Sie Elektroschränke oder vierseitige Boxen herstellen, Das ist nicht verhandelbar.
- Akut (30°) Schlagen: Unverzichtbar für Hochpräzisionswerkstätten. Diese ermöglichen es, jeden Winkel von 30° bis 170° zu biegen, wenn sie mit dem richtigen Stempel kombiniert werden.
Wichtige Zubehörteile: Mehr als nur "Add-ons"

Welche Zubehörteile sind für eine CNC-Pressbremse notwendig?
Wesentliche Zubehörteile der Pressebremse sind unter anderem Amada-ähnliche Schnellklammern, CNC-gesteuerte Krönungssysteme, und laserunterstützte Winkelmessung Werkzeuge wie das iMeasure. Schnellklemmen verkürzen die Aufbauzeiten um mehr als 50%, während die automatische Kronung eine Winkelkonsistenz über die gesamte Länge des Maschinenbetts gewährleistet, Vorbeugen "Bootsfahrt" oder "Kanufahren" Effekte bei langen Werkstücken.
Bei J.S. Hörner, Wir integrieren mehrere hochwertige Komponenten in unser Werkzeugbestückung & Automatisierung für CNC-Pressbremsen Aufbauten:
- Sicherheits-Tangs: Wir verwenden präzise Bodensicherungsklicks, um sicherzustellen, dass Werkzeuge während der Einrichtung nicht herausfallen können.
- Digitale Winkelmesser: Sogar mit fortgeschrittenen Leistungen Delem DA-66T Controller, Wir empfehlen eine manuelle Überprüfung für den ersten Teil eines Durchlaufs.
- Werkzeugschränke: Eine feuchtigkeitskontrollierte Lagerung ist entscheidend, um die Phosphatierungsbehandlung auf unserer 42CrMo-Stahl Werkzeuge vor Korrosion.
Materielle Bedeutungen: Warum 42CrMo der Industriestandard ist
Welches Material ist das beste Material für Pressbremswerkzeuge??
Der Industriestandard für professionelle Werkzeuge ist 42CrMo (Chromoly-Legierungsstahl), bekannt für seine hohe Festigkeit und Verschleißfestigkeit. Wenn präzise erhitzt wird HRC 47-52, Dieses Material bewahrt seine geometrische Integrität auch unter extremer Tonnage. Die Wahl von Premium-Legierungen verhindert die Verformung der Spitze und den Schulterverschleiß, wie sie bei günstigeren Legierungen üblich sind., Oberflächengehärtete Kohlenstoffstahlalternativen.
Wartung und Werkzeughaltbarkeit
Wie wartet man die Werkzeuge der Pressbremse??
Halte die Pressbremswerkzeuge aufrecht, indem du die Oberflächen nach jedem Schaltgang reinigst, Auftragen einer leichten Schicht Industrieschmiermittel, und Inspektion für "Ärger" (Materialaufbau). Konkret, Beim Biegen von Aluminium oder verzinktem Stahl, gebrauchen Schutzbiegfolie um Oberflächenverschmutzungen zu verhindern. Überprüfen Sie regelmäßig Mikrorisse in Werkzeugen, die für hohe Tonnage verwendet werden, auf Mikrorisse, Anwendungen mit schweren Platten zur Gewährleistung der Bedienersicherheit.
Tipp: In unseren Trainingseinheiten für dieAutomatische CNC-Pressbremse, wir betonen, dass ein einzelnes Schuppenstück, das in einem V-Stempel eingeschlossen ist, eine Biegung durcheinanderbringen kann: 0.5 Abschlüsse. Saubere Werkzeuge sind präzise Werkzeuge.
Häufig gestellte Fragen
Im Amada-Stil (oft als orientalisch oder nordamerikanisch bezeichnet) Er verfügt meist über einen Tang, der in einen bestimmten Halter passt, während European Precision (Wila/Trumpf) Verwendet einen anderen Spannhaken. J.S. Ragos-Maschinen sind äußerst vielseitig und können für beide Standards über unsere konfiguriert werden Globale CNC-Pressbremsenbeschaffung Dienst.
Während eine 40-Tonnen-Maschine wie unsere Erschwingliche Pressepresse für kleine Werkstatt ist außergewöhnlich schnell, Das Biegen von 10-mm-Stahl erfordert je nach Länge der Biegung deutlich mehr Tonnage. Konsultieren Sie immer eine Tonnagetabelle, bevor Sie schwere Plattenbiegungen versuchen, um das Vermeiden einer Tonnagetabelle zu vermeiden "Übertonnage" und dein Bett zu beschädigen.
Dies wird meist durch "Ablenkung." Um das zu lösen, Stellen Sie sicher, dass Ihre Maschine mit einer automatisches CNC-Kronsystem das übt Aufwärtsdruck auf die Mitte des Betts aus, um das natürliche Verbeugen des Ramms auszugleichen.
Mit ordnungsgemäßer Wartung und Nutzung innerhalb der Nennkapazitäten, 42CrMo-Werkzeuge kann über die Länge gehen 10 Jahre. Aber, Wenn du es bemerkst "Leuchtend" oder die Radien deiner V-Stempel abnutzen., Es ist Zeit für eine professionelle Nachschleifung, um die Genauigkeit zu erhalten.

