













精密CNCプレスブレーキの曲げ角の調整方法
精密CNCプレスブレーキ角度制御 部品品質を定義します, スループット, 金属製造の安定したコスト. JSラゴスにて, 私たちは規律ある姿勢で角度調整に取り組んでいます, 機械の能力とオペレーターの判断を融合させた再現可能なプロセス. 私たちのチームは、最初のパーツが正しく、最後のパーツが同一であるべきプロトタイプショップや短編ラインをサポートしています. 以下のガイダンスは、工場の現場で日常的に目にする実践を反映しています.

精密CNCプレスブレーキにおける角度制御の基礎
ターゲットの曲げ角を達成するには、材料がどのように作用するかを理解することから始まります, ツーリング, そしてプレスブレーキ自体も負荷時に振る舞います. これらの基本を正しく理解してください, 細かい調整は迅速かつ予測可能になります.
素材とスプリングバック. すべてのシートは曲げた後に弾性に戻ってきます. 軟鋼, ステンレススチール, アルミニウムは異なる程度に反発します. 降伏強度が高く厚くなるほど、その収穫量は増加します. 空気曲げは角度と角度の違いに依存しているからです. 貫通, スプリングバックを考慮しなければなりません. 素材やV字開口部に合わせて、小さなオーバーベンドを計画しましょう, その後、テストピースで検証します.
工具形状. 工具の選択が角度制御の基準となります. 90°以上の角度の場合, 上下の90°のダイが一致すると、通常安定した曲げが得られます. 90°未満の角度の場合, V字型のパンチや金型を使ってワークピースを支え、ラインを制御します. 目標が90度のクリアな角度である場合, 下部ダイに30°の溝を設けた30°のシャープパンチは、曲げ線を洗練させ散乱を減らすことができます. 精密研磨工具はギャップの変動を減らし、プレスブレーキが計画した角度を達成するのに役立ちます.
セットアップとアライメント. 上部と下部ダイの中心を合わせます, 次に、シートの厚さをわずかに超える隙間を設けます. 角度に少しずつ近づいてください. 油圧とシールがしっかりしているか確認してください; 圧力の不安定性は部品の角度変化となります.
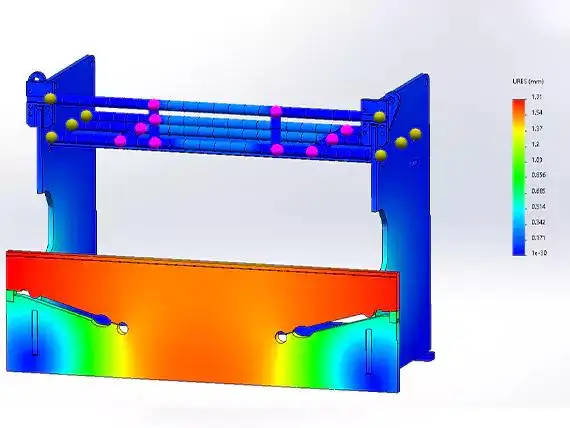
たわみと冠状. 長い部品はベッドやラムを曲げます. 報酬なしで, 中心の角度が開き、端が閉じる. 機械的またはCNCクラウニングを使ってベッドに事前荷重をかけ、パンチの浸透が曲げ長に沿って均一になるようにします. クラウンは長期間にわたり不可欠です, 均一性が重要な薄い部分.
機械の再現性. 許容範囲が±1°で交渉不可の場合, 高精度CNCが最適なツールです. スライダーの繰り返し性が約±0.0004インチの精密CNCプレスブレーキは、優れた工具と工程の規律と組み合わせればそれを可能にします. 手動プレスブレーキはスライダーで約±0.002インチの保持力を持つことが多いです, ダイセットが適切であっても、典型的な角度偏差は±2〜3°です. このギャップが、より厳格なスペックに移行するチームがCNC制御や構造化されたセットアップ手法にステップアップする理由を説明しています.
曲げ角を調整するための実用的なワークフロー
一貫したワークフローは試行錯誤を減らし、品質を安定させます. 以下のシーケンスを基準として推奨します. 素材に合わせて調整してください, 工具ライブラリ, および部分ミックス.
• トン数を計算し、Vオープニングを設定する. 基準厚さと曲げ長さ, 次に、シートを支えスプリングバックを制御する下部ダイVを指定する. Precision CNCプレスブレーキに十分な容量とバッファがあるか確認してください.
• ツールスタックのセンター化と検証. 両方のツールを装着してください, パンチとダイの中心線を合わせる, 全停車駅を確認して. 原点への軸の帰還. ワークピースをベッドの中間に置き、安定した初期圧力測定を得ます.
・セット後退ゲージ距離. 粗い位置決めには電動クイック調整、細かいトリムにはハンドホイールを使いましょう. 利用可能な場合, 繰り返し可能な増分には読み出しスケールを使います- 例えば, 0.1 手車輪の回転あたりのミリグラム. ドリフトを防ぐためにゲージをロックしてください.
・プログラムスライダーの移動と速度. TDC停止を実現するために最大行程の上限を調整し、不要なストロークを排除します. トラベルスイッチとポテンショメーターを使って、曲がり角付近でソフトアプローチをプログラムします. ゆっくりとしたエントリーは角度のコントロールを高め、マーキングを最小限に抑えます.
• シングルステップで制御テストを実行する: 進むには足踏みペダルを踏みます, リリースから一時停止へ, もう一度押して進む. 段階的な動きは必要に応じて早期停止を可能にし、サンプルを保護します.
• 両端と中央に校正済みゲージまたはデジタル分度器を使い、一定のルーチンで角度を測定する. 表示された機械の数値と測定角度を記録し、後で設定を繰り返しできるようにしましょう.
・パンチ貫通力を調整. 精密CNCプレスブレーキで, 曲げ角は主にパンチがV字溝にどれだけ深く入るかによって決まります. ハンドホイールやサイドランナーを少しずつ調整してください. 一度にパンチを深く押しすぎないでください; 目標に制御されたステップで接近.
• シリンダーのバランスを取る. 上部の工具が不均一に着地した場合, 対向円筒をトリムして両側を同期させます. 小さい角度を読みながら横を軽く押します, そして最終深さを設定します. 同時接触はねじれを抑え、角度を一定に保ちます.
・クラウニングおよびスプリングバック補償の適用. 長いパートで, 第2テスト前の冠付けをセット. 中心角が端よりも開いている場合, クラウンの増加. スプリングバックが重要な場所, 小さなオーバーベンドをプログラムし、返還角度が仕様を満たしているか確認します.
・ウォームアップ後の再現性確認. 設定を確定する前に2〜3回のストロークをサイクルしてください. 角度が変動する場合, 工具の座り込みを再確認, 後方ゲージ剛性, 油圧圧, シール状態. 一貫した力学は一定の角度をもたらします.
ワークフローが安定したら, 測定慣行の標準化. 同じゲージを使ってください, 部品の同じ位置にあります, 同じ停留時間の後. 簡単な記録をつけましょう: 材料等級と厚さ, V字オープニング, 表示された深さ, 測定角度, そして、オフセットやオーバーベンドが適用されます. この記録は将来の設置を短縮し、ファーストパスの収率を高めます.
エアベンディングとボトムングの比較は注目に値します. エアベンディングは柔軟であり、スプリングバック補償が必要です; 多様な角度や短いランニングに適しています. ボトムは角度をより厳しく固定できますが、その代償としてトン数の増加や表面の痕跡の可能性を生み出します. 表面の見た目が重要な場合, 保護フィルムや研磨された金型の使用を検討してください, 生産速度での試験.
角度の制御はバックゲージの戦略にも依存します. フランジ公差が厳しくなる場合, ゲージをダイラインに直角にし、長い指のたわみを確認します. 小さなフランジを形成する際, 曲げる際に部品が垂れ下がらないように支えてくれます. 安定したバックゲージは角度の方程式から1つの変数を除去し、再作業の可能性を減らします.
JS RAGOSによる痛みから生産の向上へ
工場では、長い部分での角度ドリフトが最大の障害だと言われています, コイル間の不均一なスプリングバック, 頻繁な工具交換時のダウンタイム, 手動調整時の安全上の懸念. 当社の精密CNCプレスブレーキプラットフォームとサポートパッケージは、これらの障害を取り除きつつ、短距離走行の柔軟性を保つよう設計されています.
• 狭い角度での高い再現性. フレーム剛性に重点を置いています, 水理安定性, フィードバックコントロールはスライダーの繰り返し性を約±0.01mmに設定しています. 実際に, これは±1°角度の窓と高品質な工具、一貫したセットアップルーチンをサポートします.
・ラピッドダイセットアップ. クイックチェンジアマダクランプと基準基準の明確化により、工具交換時間が短縮され、「第一品変異」領域が縮小されます. 殆ど, ポジティブシーティングは最初の曲げと最後の曲げを合わせるのに役立ちます- 長時間の調整は不要です.

・クラウニングおよびプロセス制御の組み込み. 機械式またはCNCクラウニングは、曲げ長さに沿って角度を均一に保つ. 接触点近くのプログラム可能なスローゾーンは表面品質を保護し、薄い材料の角度制御を改善します.
・速度に合わせたバックゲージの精度. 粗い電動ムーブと手動のファイントリムを組み合わせることで、オペレーターは素早く寸法を把握し、それをロックできます. 明確な表示は繰り返し作業を簡素化し、データ入力の誤りを減らします.
・構造化された校正とトレーニング. 角度キャリブレーションルーチンを提供しています, チェックリスト, そしてデジタル表示値と実際の角度を結びつける短いトレーニングモジュール. チームは一度曲げを記録し、自信を持って繰り返すことを学びます.
・安全がルーティンに組み込まれている. フットスイッチロジック, インターロック, また、リターン・トゥ・オリエンスの実践はセットアップや調整時のリスクを低減します. 安定した運動は直接的に安定した角度に変換されます.
仕様要求が増加した場合- 新しい合金, より急なカーブ, より頻繁な交代- 従来のブレーキと精密CNCプレスブレーキの違いが明確になります. マニュアルブレーキ, スライダーの再現性は約±0.002インチです, 適切な工具を使っても±2〜3°の角度の広がりがよく見られます. 学位取得に時間を無駄にしているなら, 機械の能力をアップグレードし、プロセスを標準化することが、マージン回復の最速の方法です.
JSラゴスにて, 私たちはお客様が消防から制御へと移行するお手伝いをしています. 道筋は単純です: ツールライブラリの検証, クラウンリングのルールをパーツの長さで設定します, 測定の慣行を修正, そして制御における貫通力を示すために曲げ角を結びつける. これらの基盤をもとに, オペレーターは調整にかかる時間を減らし、生産により多くの時間を費やします.
行動の呼びかけ
もしあなたのチームが角度散乱に悩んでいるなら, リワーク, 遅いチェンジオーバーも, 私たちがお手伝いできます. アプリケーション監査を依頼する, JS RAGOS精密CNCプレスブレーキによるライブ角度調整デモ, または私たちの曲げ角度チェックリスト. 資料をご確認いたします, V字オープニング, および部分ミックス, そして、明確なワークフローと機械設定を提案し、試験回数を減らし、セットアップを迅速に行う仕様に合うようにします. 今すぐJS RAGOSとつながり、曲げ角を信頼できるプロセスに変えましょう.

