













アルミニウム用精密CNCベンダー: コンプリート・バイヤーズ・ガイド
アルミニウム用の精密CNCベンダーは、3つの条件を満たす場合にのみ±0.1〜0.2°の角許容差を提供します: 適切な合金, リアルタイム角度補償を備えたCNC機械, およびアルミニウム専用の金型. ほとんどの購入者は、機械が出荷された後に公差の問題に気づきます, それまでは. このガイドでは、購入前に正しく指定すべき数字とチェックリストが記載されています. 機械の階層ごとに達成可能な公差表が得られます, 合金の比較 (5052 対. 6061), 6ポイントのCNC機能チェックリスト, 各アプリケーションタイプに対する明確な推奨事項. CNC曲げの選択肢の全体像について, 私たちのサイトをご覧ください。CNC金属曲げ機器ガイド.
精密CNC曲げ機がアルミニウムに対して達成できる許容差はどのくらいでしょうか?
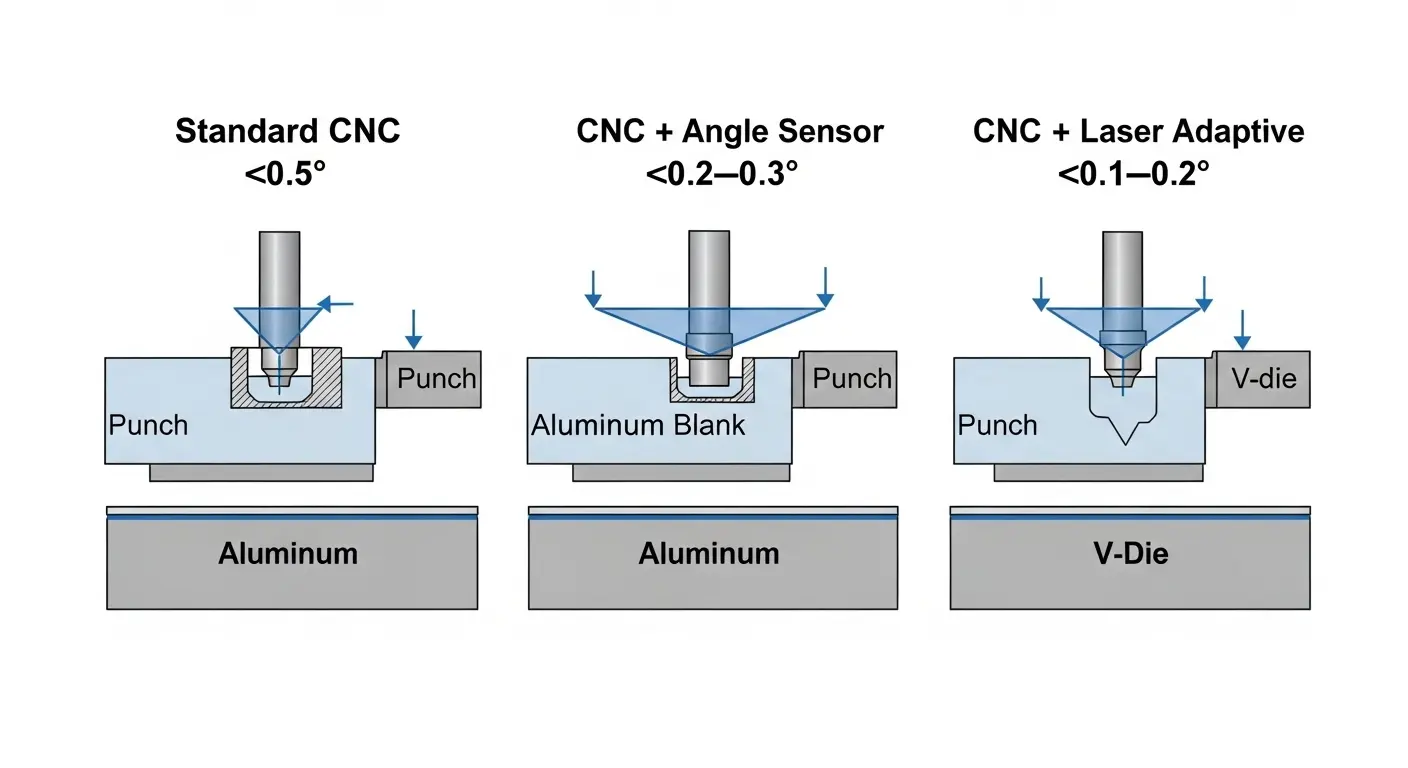
アルミニウム用の精密CNCベンダーは、レーザー角度測定と適応制御により±0.1〜0.2°の角公差を実現します. 角度フィードバックのない標準的なCNCプレスブレーキは±0.3〜0.5°を達成します。. この区別は重要です. 囲いの生産のために, ±0.5°は多くの場合許容範囲です. 航空宇宙荷重支え部品向け, 要件は±0.005インチに減少します (約±0.127mm).
以下の表は、各CNC機械の階層がアルミニウムで実際に何を提供できるかを示しています:
| 機械の種類 | 角度許容 | 主要要件 |
|---|---|---|
| 標準的なCNCプレスブレーキ | ±0.3〜0.5° | バッチごとの手動トライアルベンド |
| 角度センサー付きCNCです | ±0.2–0.3° | 角度センサー + プログラムオフセット |
| レーザーを用いたCNCです + 適応制御 | ±0.1–0.2° | レーザーフィードバック + アルミニウム素材 DB |
一般的な板金部品を対象としたほとんどの生産ファブリケーターは、±0.3°以内で作業します. 航空宇宙および精密電子機器の購入者は±0.1〜0.2°. マシンを指定する前に、アプリケーションに必要なティアをよく確認してください. 我が3-Delem CNC制御付き軸式プレスブレーキ アルミニウム生産用の角度補償がコントローラーに組み込まれています.
アルミニウムスプリングバック — CNCベンダーが補正しなければならないこと
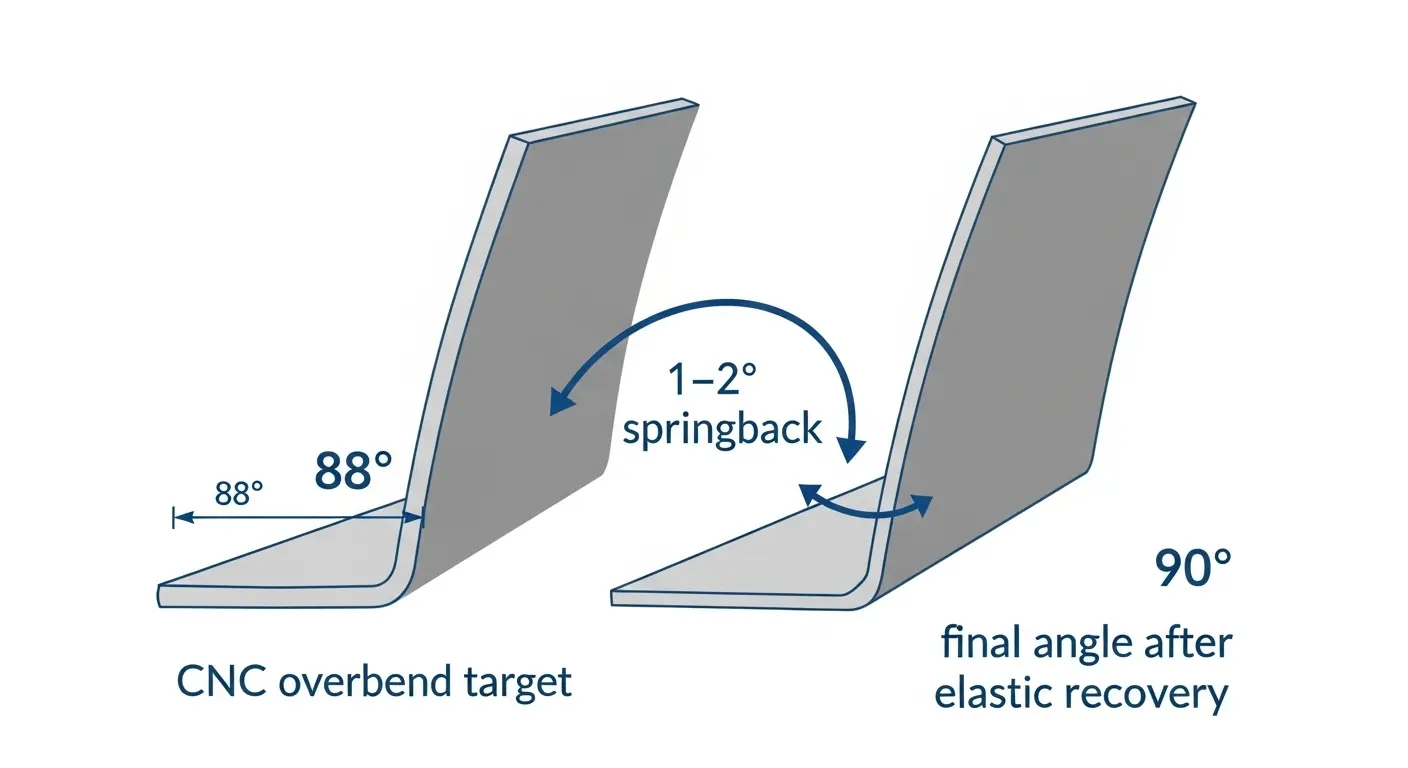
CNC曲げにおけるアルミニウムのスプリングバックは1〜2°で、高強度鋼の5〜7°より低いです, それでも、±0.1°の公差を自動補正なしで規格外に押し出すには十分です. パンチが引っ込めた後にアルミニウムが弾性的に回復するため、スプリングバックが起こります. 合金のグレードによって異なります, 材料バッチ間, ローリング方向でも.
現代のCNCプレスブレーキは4つの方法で補正します: あらかじめアルミニウムプロファイルを備えた材料データベース, 合金ごとのプログラムレベルの角度オフセット, ミッドストローク補正を伴うリアルタイム角度測定, そして同じバッチの前の曲げから学習する適応制御. 少なくとも2つの方法が有効でなければ, アルミニウムの精度を安定させるには、新しいバッチごとに破壊的な試曲が必要です.
空気の曲げと. アルミニウム精密のためのボトム加工
精密なアルミニウム加工にはエアベンディングが推奨される技術です. ブランクは部分的にサイコロに接触します, これによりCNC角度測定システムはリアルタイムでスプリングバックを検出・補正する余裕があります. ボトムは材料を完全に金型に押し付けます, 圧縮によるスプリングバックの削減ですが、それには大幅に多くのトン数が必要で、柔らかいアルミニウムに表面のマーキングができるリスクがあります.
アルミニウム±0.1〜0.2°の作業, CNC角度フィードバックを用いたエアベンディングは業界標準の手法です. オーバーベンド補償の公式は単純です: もしターゲットが90°なら, ほとんどの場合、CNCを88〜89°にプログラムします 5052 そして 6061 成績. 正確なオフセットはバッチの降伏強度によって異なります, そのため、合金固有の値を保存する材料データベースは生産期間を短縮できます.
精密CNCベンダーに最も効果的なアルミニウム合金はどれですか?
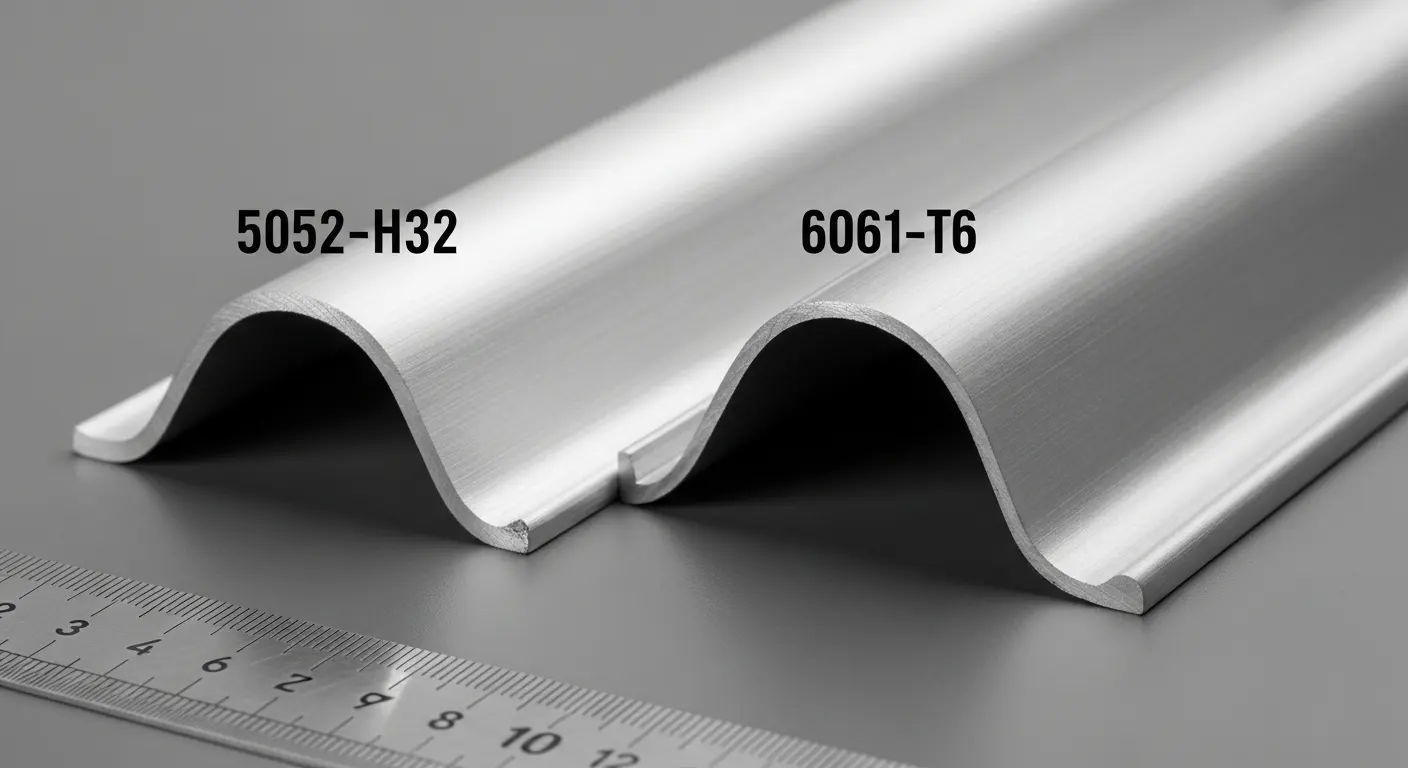
精密CNC曲げ用, 5052-H32は最小曲げ半径をより狭くし、成形性も向上します; 6061-T6は構造的な剛性を提供しますが、より大きな半径を必要とし、急な曲がり角でひび割れやすいです. 狭い半径の精密作業に適した合金を選ぶことは、CNCアルミニウム製造における最も一般的な防げるミスです.
| 財産 | 5052-H32 | 6061-T6 |
|---|---|---|
| 形成可能性 | たいへん良い | 中程度 |
| 最小曲げ半径 | ~1×T (きつい) | 2–3×T (より大きい) |
| スプリングバック | 1–2° | 1.5–2.5° |
| 表面仕上げ | よし | たいへん良い |
| 急カーブでのひび割れリスク | 低い | 高い |
| 最適な応用例 | 囲い, HVAC, パネル | 航空宇宙用フレーム, 構造部品 |
6061-T6の焼土は2×T未満の半径でひび割れが起こりやすい. 狭半径曲げの場合、 6061, 成形前にOテンパーにアニーリングするか、より大きなパンチ半径を指定するか. 大容量のエンクロージャーやHVAC生産で、外観や半径の狭さが最も重要です, 5052-H32が標準合金の選択肢です. 私たちの参照家具ハードウェア曲げ申請ページ アルミニウム押出曲げの例として.
合金および厚さによる最小曲げ半径
最小曲げ半径は材料厚の倍数で表されます (T). 厚さ1–2mmの5052-H32の場合, 表面の亀裂なしに半径1×Tを達成可能です. 同じ厚さの6061-T6の場合, 最低限は2〜3×Tです. 最小半径を下回ると、外側の曲げ面に微細な亀裂が生じます。これは形成後に現れ、曲げストローク中は見えない欠陥です.
最小半径要件を材料バッチの硬度と必ず一致させてください. 硬度は供給業者や焼き入れバッチによって異なります. 5052-H32の高硬度範囲のコイルは、外側の刃の亀裂を避けるために1×Tではなく1.5×Tが必要になることがあります.
精密アルミニウム曲げに必要なCNC機能
すべてのCNCプレスブレーキがアルミニウムに精密さを発揮できるわけではありません. 注文前に, これら6つの特徴が書面で含まれているか、サプライヤーに確認してください:
- リアルタイム角度測定 — レーザーまたは接触型センサー; ミッドストロークのフィードバックとスプリングバックの自動補正を提供します
- アルミニウム材料データベース — 予備充填合金プロファイル 5052, 6061, 5083; バッチごとのトライアルベンド数を減らします
- オーバーベンド補償プログラミング — CNCコントローラに保存された合金ごとのスプリングバックオフセット
- サーボ電気駆動または電気油圧駆動 — 一定のラム速度; 軟アルミニウムの圧力スパイクによる表面のマーキングを防ぐ
- アルミニウムグレードの金型 (コーティングパンチ, クロームメッキのダイ) — 標準的な鋼製金型はアルミニウムに傷や跡をつける; コーティングまたはポリウレタンインサートの使用
- 油圧クラウニングシステム — 1.5mを超えるパネルのベッドのたわみを補正します; 長いアルミニウムシート上で一定の角度を保つために極めて重要です
自動化生産における薄いアルミニウムシート用, 我が吸引カップ付きパネルベンダー CNCフィーディング クランプなしでブランクを扱うことで接触痕を完全に除去できます.
なぜアルミの金型選定がすべてを変えるのか
鋼製金型がアノダイズド処理で傷をつける, 塗装済み, そして裸のアルミニウム面. 損傷は永久的であり、囲いやパネルの製造において見た目も許容できないものでした. クロームメッキパンチを使いましょう, コーティングされたダイ, またはすべてのアルミニウム作品にはポリウレタンインサート. パンチノーズ半径は合金の最小曲げ半径と同等かそれ以上でなければなりません. 6061-T6で最低2×Tのノーズ半径を1mmにすると、外側の表面に亀裂が生じます.
当社のアルミ製エンクロージャー生産用CNCプレスブレーキの供給経験から, 工具仕様は、購入者が犯す最も一般的な構成ミスの一つです. 彼らは機械を正しく指定し、工具を過小評価し、最初の生産生産で問題を発見します.
アルミニウム用の精密CNCベンダーを指定する業界
精密CNCアルミニウム曲げは、寸法精度と表面品質が同等に重要な複数の産業で標準となっている:
- 航空宇宙部品 — ±0.005インチまでの角許容差。; 合金: 5052 そして 6061; レーザーフィードバックCNCおよびFAA追跡可能な材料認証が必須です
- HVACダクト製造 — 5052-H32シート; 漏れのないダクト組み立てのためのフランジ角度精度; 日々の取引量が多い
- 電気的囲いとスイッチギア — 5052; 4–1部につき6回の曲げ; 外観の仕上げと寸法公差も同等に重要です
- 自動車ボディトリム — 5052 そして 6061; 傷のない表面は必須です; コーティングされた工具規格
- 家具用ハードウェア — アルミニウム押出材; 多曲げプロファイル; 6061 より大きな半径を持つ
建設および建築用途で使用される構造用アルミニウム, 私たちの建設業界向け曲げ機 ガイド.
RAGOS精密CNCベンダー(アルミニウム仕様)
RAGOSのCNCプレスブレーキにはDelem DA-66T制御があり、アルミニウム専用の材料データベースが含まれています。, リアルタイム角度測定積分, 標準としてオーバーベンド補償プログラミングが行われます. お客様が±0.2°の許容差を必要とする6061-T6プロファイルをお持ちしし, 最初に私たちが尋ねる質問は次の通りです: "最小の曲げ半径はどれくらいですか??" — 合金と半径の仕様が機械の構成を決定するため、他の何よりも先に決定されます.
大量の薄いアルミニウムシートの場合, 当社の吸盤パネルベンダーは、曲げサイクル中ずっと機械式クランプなしでブランクを扱うことで表面の痕を除去します. HVACおよび電子機器の筐体製造における顧客の設置に基づく, この構成に切り替えた工場は、生産初月以内に外観廃棄料の発生率を大幅に削減します.
用途別のCNCプレスブレーキ比較, 私たちの最高のCNCプレスブレーキマシンガイド. 当社のCNC機器全ラインナップを見るには, 訪問CNC金属曲げ機器の概要.
アルミニウム用途のための設定準備が整いました? あなたの合金グレードを共有してください, 材料の厚さ, ターゲット角度の許容差 — 技術チームが正しい機体階層を確認します, CNC構成, 購入前に工具仕様を明記してください.
よくある質問
Q1: 精密CNCベンダーがアルミニウム上でどのくらいの許容差を達成できるか?
レーザー角度測定を用いた精密CNCベンダーは、最適条件下でアルミニウム上で±0.1〜0.2°の精度を達成します. 角度フィードバックのない標準的なCNC機械は±0.3〜0.5°を供給します. 航空宇宙用途では、荷重支えアセンブリの曲げ許容精度が±0.005インチ以内に求められます. 決定的な要素は、CNC軸数だけでなくリアルタイムの角度補正能力です. へRAGOSアルミニウム用CNC金属曲げ機器の探索, 装備概要ページをご覧ください.
Q2: CNC曲げにおけるアルミニウムのスプリングバック値はどれくらいですか?
アルミニウムのスプリングバックはCNCエアベンディングで通常1〜2°で、高強度鋼よりも5〜7°です, しかし、厳密な公差作業に影響を与えるほどの重要な量です. 現代のCNCプレスブレーキは、材料データベースと適応制御を用いて補正します. 90°のターゲットの場合, ほとんどの場合、機械を88〜89°までオーバーベンドするようにプログラムします 5052 そして 6061 成績. 私たちの様子を見るために3-軸式デレムプレスブレーキはスプリングバック補償を担当します アルミニウム上で, 商品ページをご覧ください.
Q3: 精密なCNC曲げに最適なアルミニウム合金はどれですか?
5052-H32は狭い半径の精密曲げに最適です。優れた成形性を持ち、半径は1×Tまで小さくなります. 6061-T6は構造剛性を提供しますが、最低半径は2〜3×Tを必要とし、T6焼土の急な曲がりでひび割れが生じます. 囲いの場合, HVAC, そして化粧パネル, 5052-H32が標準的な選択肢です. 構造および航空宇宙フレーム用, 6061-T6は半径が大きい場合に適用されます. 私たちの項目をご覧くださいアルミニウムおよびハードウェア曲げの応用例 実際の指導のために.
Q4: CNCベンダーのアルミニウムシートの最小曲げ半径はどれくらいですか??
5052-H32の場合、1–2mmの距離, 表面ひび割れなしに最小曲げ半径1×Tを達成可能です. 同じ厚さの6061-T6の場合, 最低限は2〜3×Tです. 最小半径を下回ると、形成後に外側の表面に微細な亀裂が生じます. 必要な半径は必ず材料のバッチ硬度と照らし合わせて確認してください, 硬度は供給者によって異なるためです. 正しい機械構成を確認するために, 私たちの最高のCNCプレスブレーキマシンガイド.
Q5: CNCプレスブレーキの精密なアルミニウム曲げにはどんな工具が必要ですか??
クロームメッキパンチを使いましょう, コーティングされたダイ, またはポリウレタンインサート — 標準的な鋼製金型がアルミニウム表面に永久的な傷や傷をつけます. パンチノーズ半径は合金の最小曲げ半径と同等かそれ以上でなければなりません. 6061-T6の場合, より大きなノーズ半径はひび割れを防ぎます. 大量生産の薄アルミニウム板用, 我が吸引カップ付きパネルベンダー CNCフィーディング クランプ接触を完全に除去します.
精度は機械の機能ではなく、構成上の判断です
CNCベンダーがアルミニウムに精度を発揮できるかどうかは、3つの要素で決まります. まずは, 適切な合金を選びましょう — 5052-H32 で、半径と成形性を重視します, 6061-T6は、より大きな半径の構造工事用です. 第二に, CNC軸制御だけでなく、リアルタイムの角度測定とアルミニウム材料データベースを備えた機械を指定する. 三つ目, 合金に合った適切なパンチノーズ半径のアルミニウムグレードの金型を注文しましょう. 3つすべて正しくできれば、±0.1〜0.2°の精度がすべての生産で達成可能になります. どれか一つでも外すと、最初のピースからスクラップ率が上がります. 次のステップ: 合金グレードを送ってください, 厚さ, そして、RAGOSチームによる機械および工具構成の推奨に関する公差の目標.

