













Plieuse CNC de précision pour aluminium: Le Guide d’achat complet
Un plieur CNC de précision pour aluminium offre une tolérance angulaire de ±0,1 à 0,2° — mais seulement lorsque trois conditions sont remplies: l’alliage de droite, une machine CNC avec compensation d’angle en temps réel, et des outillages spécifiques à l’aluminium. La plupart des acheteurs découvrent des problèmes de tolérance après l’expédition de la machine, Pas avant. Ce guide vous donne les numéros et la liste de contrôle à préciser correctement avant l’achat. Vous obtiendrez une table de tolérance réalisable par palier de machine, Une comparaison d’alliages (5052 Vs. 6061), une liste de contrôle des caractéristiques CNC en six points, et une recommandation claire pour chaque type d’application. Pour un aperçu complet des options de pliage CNC, Visitez notreGuide des équipements de pliage métallique CNC.
Quelle tolérance un plieur CNC de précision peut-il atteindre sur l’aluminium?
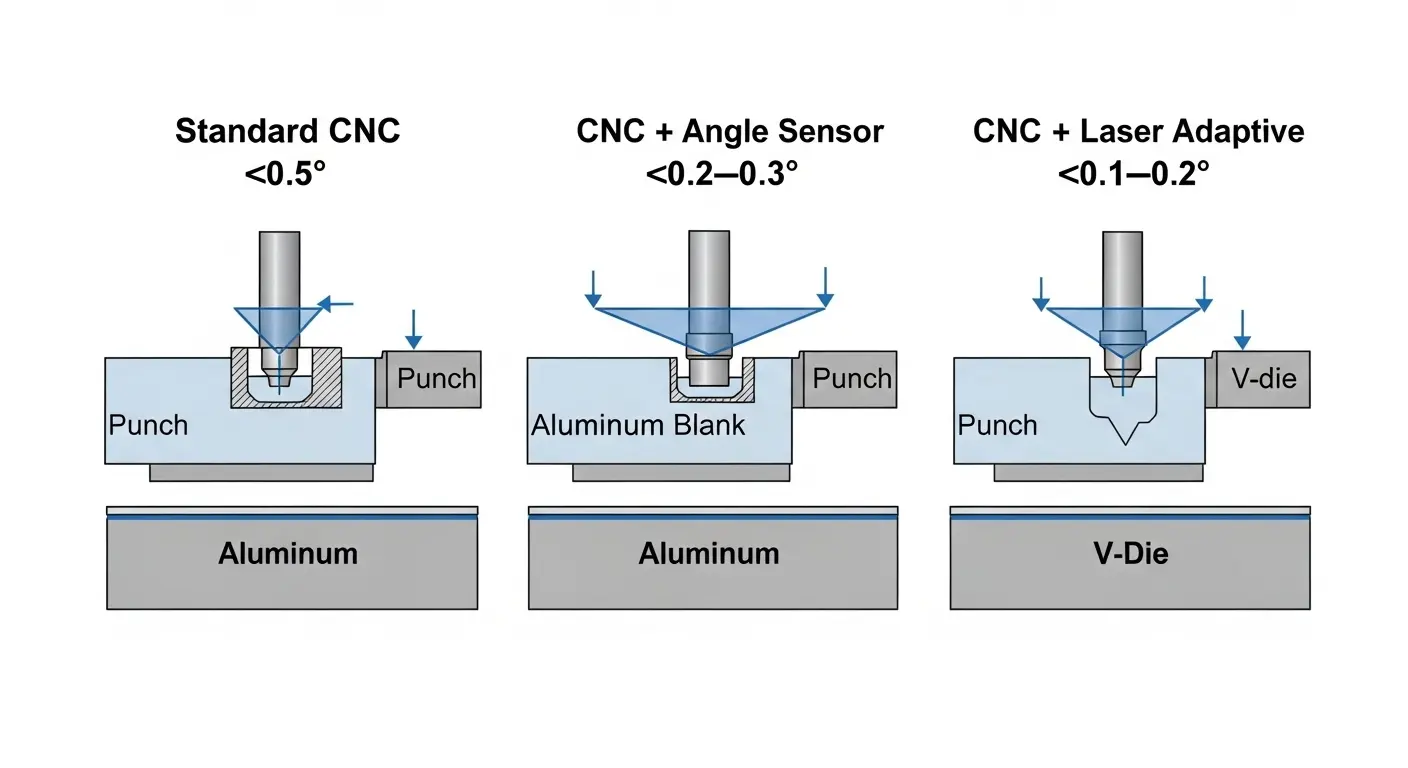
Un plieur CNC de précision pour aluminium atteint une tolérance angulaire de ±0,1–0,2° grâce à la mesure de l’angle laser et au contrôle adaptatif. Les freins à pression CNC standards sans retour d’angle atteignent ±0,3 à 0,5°. La distinction est importante. Pour la production d’enceintes, ±0,5° est souvent acceptable. Pour les composants porteurs aérospatiaux, L’exigence descend à ±0,005 pouce (environ ±0,127 mm).
Le tableau ci-dessous montre ce que chaque étage de machine CNC fournit réellement en aluminium:
| Machine Type | Tolérance d’angle | Exigence clé |
|---|---|---|
| Frein à pression CNC standard | ±0,3–0,5° | Courbes manuelles d’essai par lot |
| CNC avec capteur d’angle | ±0,2–0,3° | Capteur d’angle + Décalage de programme |
| CNC avec laser + Contrôle adaptatif | ±0,1–0,2° | Retour laser + Matériau aluminium DB |
La plupart des fabricants de production visant des pièces en tôle générale travaillent dans un rayon de ±0,3°. Les acheteurs d’aérospatiale et d’électronique de précision ont besoin de ±0,1 à 0,2°. Confirmez le niveau que votre application exige avant de spécifier une machine. Notre3-Frein à pression d’axe avec commande Delem CNC comprend une compensation d’angle intégrée au contrôleur pour la production d’aluminium.
Ressort en aluminium — Ce que votre plieur CNC doit compenser
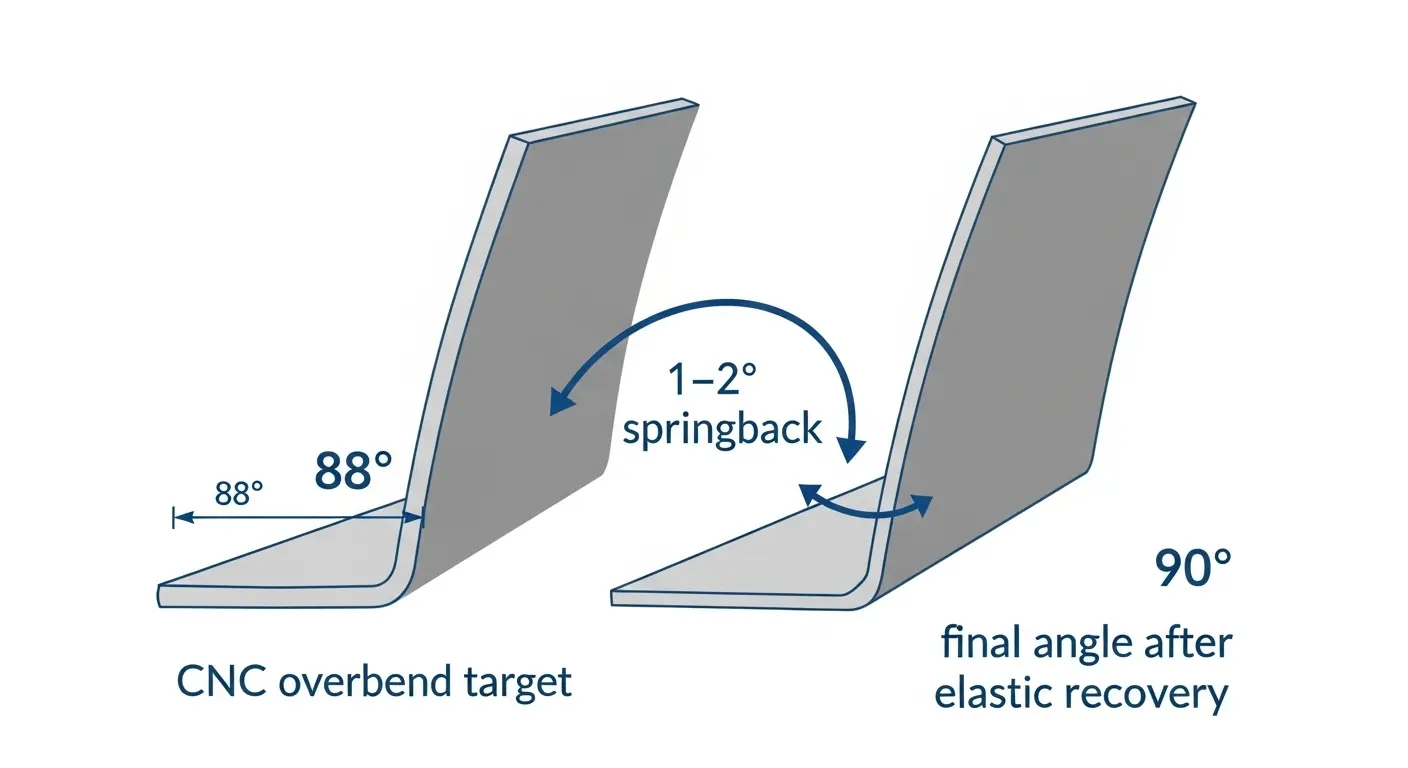
Le reculement de l’aluminium en flexion CNC est de 1 à 2° — inférieur à celui de 5 à 7° dans l’acier haute résistance, Mais cela suffit tout de même à détourner un travail de tolérance de ±0,1° sans compensation automatique. Le reculement survient parce que l’aluminium récupère élastiquement après la rétraction du poinçon. Cela varie selon les grades d’alliage, Entre les lots de matériaux, et même avec la direction du roulement.
Les freins à pression CNC modernes compensent par quatre méthodes: Bases de données de matériaux avec profils en aluminium préchargés, Décalage d’angle au niveau du programme par alliage, Mesure d’angle en temps réel avec correction du milieu de la course, et le contrôle adaptatif qui apprend des courbes précédentes dans le même lot. Sans au moins deux de ces méthodes actives, Une précision constante sur l’aluminium nécessite un essai-courbure destructif avant chaque nouveau lot.
Maîtrise de l’air vs. Amortissement pour la précision de l’aluminium
La maîtrise de l’air est la technique privilégiée pour le travail de précision sur l’aluminium. Le blank entre partiellement en contact avec la matrice, ce qui permet au système de mesure d’angle CNC de détecter et corriger le rebond en temps réel. Le dessous force le matériau complètement contre la puce, Réduire le reculement par compression — mais cela nécessite un tonnage nettement plus élevé et risque de marquer la surface sur l’aluminium tendre.
Pour ± travaux de 0,1 à 0,2° sur aluminium, La flexion à l’air avec rétroaction angulaire CNC est la méthode standard de l’industrie. La formule de compensation par overbend est simple: Si votre cible est à 90°, programmer le CNC à 88–89° pour la plupart 5052 et 6061 Notes. Le décalage exact dépend de la résistance d’élasticité du lot, C’est pourquoi une base de données de matériaux stockant les valeurs spécifiques à chaque alliage permet de gagner du temps entre les séries de production.
Quel alliage d’aluminium fonctionne le mieux avec un plieur CNC de précision?
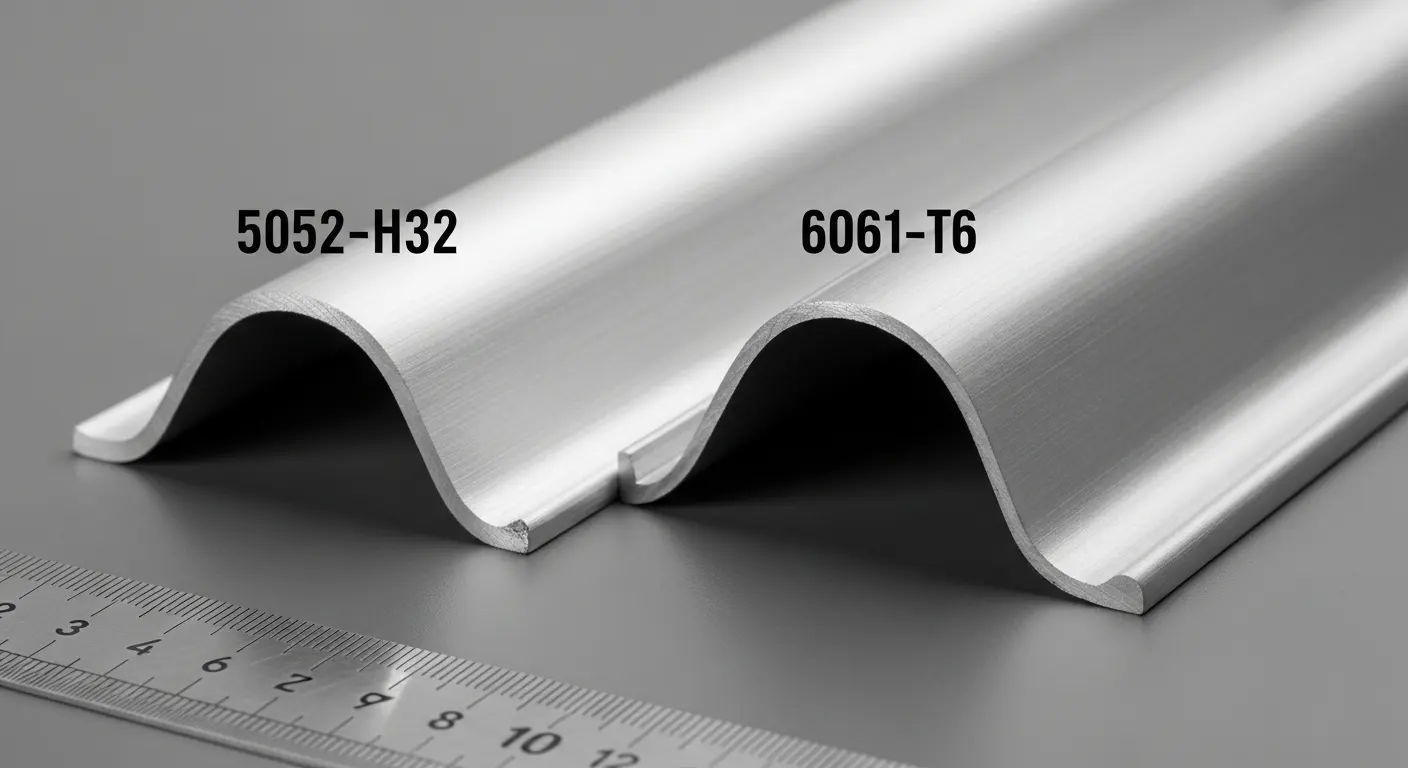
Pour un pliage CNC de précision, 5052-H32 permet des rayons de flexion minimaux plus serrés et une meilleure formabilité; 6061-Le T6 offre une rigidité structurelle mais nécessite des rayons plus larges et est sujet à des fissures dans les virages serrés. Choisir le mauvais alliage pour un travail de précision à rayon serré est l’erreur évitable la plus courante dans la production CNC d’aluminium.
| Propriété | 5052-H32 | 6061-T6 |
|---|---|---|
| Formabilité | Excellente | Modéré |
| Rayon de courbure minimum | ~1×T (serré) | 2–3×T (Plus grand) |
| Retour à l’eau | 1–2° | 1.5–2.5° |
| Finition de surface | Bon | Excellente |
| Risque de fissures dans les virages serrés | Bas | Haut |
| Meilleure application | Enceintes, CHAUFFAGE, Panneaux | Châssis aérospatiaux, Pièces structurelles |
6061-Le T6 dans le trempe T6 est susceptible de se fissurer dans des rayons inférieurs à 2×T. Pour la courbure à rayon serré avec 6061, recuit au O-Temper avant de former ou spécifie un rayon de poinçon plus grand. Pour les caissons à fort volume et la production CVC où la finition esthétique et les rayons serrés comptent le plus, 5052-Le H32 est le choix standard en alliage. Voir notrePage d’application pour le pliage de la quincaillerie de mobilier pour des exemples de courbure par extrusion d’aluminium.
Rayon de courbure minimum selon l’alliage et l’épaisseur
Le rayon de flexion minimal s’exprime en multiples de l’épaisseur du matériau (T). Pour 5052-H32 à 1–2 mm d’épaisseur, un rayon de 1×T est possible sans fissuration de surface. Pour 6061-T6 à la même épaisseur, le minimum est de 2 à 3×T. Descendre en dessous du rayon minimum provoque des microfissures sur la face de courbure extérieure — un défaut qui apparaît après la formation et devient invisible lors de la course de flexion.
Vérifiez toujours votre exigence minimale de rayon par rapport à la dureté de votre lot de matériau. La dureté varie selon les fournisseurs et les lots de trempe. Une bobine 5052-H32 à l’extrémité haute de sa dureté peut nécessiter 1,5×T plutôt que 1×T pour éviter la fissure du bord sur la face extérieure.
Caractéristiques CNC requises pour un pliage précis de l’aluminium
Tous les freins à pression CNC ne peuvent pas offrir de la précision sur l’aluminium. Avant de commander, Demandez à votre fournisseur de confirmer que ces six caractéristiques sont incluses par écrit:
- Mesure de l’angle en temps réel — capteur laser ou à contact; fournit un retour en milieu de course et corrige automatiquement le retour à ressort
- Base de données sur les matériaux d’aluminium — profils d’alliage préchargés pour 5052, 6061, 5083; Réduit les courbures d’essai par lot
- Programmation de compensation de la surflexion — décalage de reprise par alliage stocké dans le contrôleur CNC
- Entraînement servo-électrique ou électro-hydraulique — vitesse de RAM constante; Empêche les marquages de surface causés par des pics de pression sur l’aluminium tendre
- Outillages de qualité aluminium (Punch enduit, Puce chromée) — marques et rayures d’outillages en acier standard; Utilisez des inserts revêtus ou en polyuréthane
- Système de couronnement hydraulique — compense la déviation du lit sur des panneaux supérieurs à 1,5 m; Essentiel pour un angle constant sur de longues feuilles d’aluminium
Pour la tôle d’aluminium mince en production automatisée, notrePliage de panneaux avec alimentation CNC à ventouse Élimine complètement le marquage de contact en manipulant le blank sans serre-joints.
Pourquoi le choix des outillages change tout pour l’aluminium
Rayures d’outillages en acier anodisées, pré-peint, et des surfaces en aluminium nu. Les dommages sont permanents et esthétiquement inacceptables dans la production d’enceintes et de panneaux. Utilisez des poinçons chromés, coins enduit, ou des inserts en polyuréthane pour tout travail en aluminium. Le rayon du nez de poing doit égaler ou dépasser le rayon de flexion minimal de votre alliage. Utiliser un rayon de nez de 1 mm sur 6061-T6 à un minimum requis de 2×T provoque des fissures sur la face extérieure à chaque virage.
D’après notre expérience, la fourniture de freins à pression CNC pour la production de boîtiers en aluminium, La spécification des outillages est l’erreur de configuration la plus courante que font les acheteurs. Ils spécifient correctement la machine et sous-spécifient les outils — et découvrent le problème dès la première production.
Industries qui spécifient des pliages CNC de précision pour l’aluminium
Le pliage CNC de précision de l’aluminium est une norme de production dans plusieurs industries où la précision dimensionnelle et la qualité de surface sont tout aussi critiques:
- Composants aérospatiaux — tolérance angulaire à ±0,005 pouce.; Alliage: 5052 et 6061; nécessite une certification CNC par retour laser et une certification de matériaux traçables par la FAA
- Fabrication de conduits CVC — Feuille 5052-H32; Précision de l’angle de bride pour un ensemble de conduits sans fuite; Volume quotidien élevé
- Enceintes électriques et équipements de commutation — 5052; 4–6 courbes par pièce; La finition de surface cosmétique et la tolérance dimensionnelle sont tout aussi importantes
- Finition carrosserie automobile — 5052 et 6061; Surface sans rayures obligatoire; Norme d’outillage revêtu
- Quincaillerie pour meubles — extrusions d’aluminium; Profils multi-courbures; 6061 avec des rayons plus grands
Pour l’aluminium structurel utilisé dans la construction et les applications architecturales, voir notreMachine à plier pour l’industrie de la construction Guide.
Plieuses CNC de précision RAGOS configurées pour l’aluminium
Les freins à pression CNC RAGOS avec contrôle Delem DA-66T incluent des bases de données de matériaux spécifiques à l’aluminium, Intégration de la mesure d’angle en temps réel, et la programmation de compensation de surflexion en tant que norme. Lorsque les clients nous apportent des profils 6061-T6 nécessitant une tolérance de ±0,2°, La première question que nous nous posons est: "Quel est votre rayon de courbure minimal?" — car la spécification de l’alliage et du rayon détermine la configuration de la machine avant que tout autre sujet ne soit discuté.
Pour une feuille d’aluminium fine à grand volume, Notre panneuse en ventouse élimine les marquages de surface en manipulant les blanks sans colliers mécaniques tout au long du cycle de flexion. Basé sur les installations clients dans la production de boîtiers CVC et électroniques, Les ateliers adoptant cette configuration réduisent significativement les taux de ferraille cosmétique dès le premier mois de production.
Pour une comparaison complète des freins à pression CNC par application, voir notreMeilleur guide pour machine à frein à pression CNC. Pour consulter toute notre gamme d’équipements CNC, Visitez lePrésentation des équipements de pliage métallique CNC.
Prêt à configurer pour votre application d’aluminium? Partagez votre qualité d’alliage, Épaisseur du matériau, et la tolérance de l’angle de cible — notre équipe technique confirmera le bon niveau de machine, Configuration CNC, et les spécifications des outillages avant d’acheter.
Questions fréquemment posées
Q1: Quelle tolérance un plieur CNC de précision peut-il atteindre sur l’aluminium?
Une courbure CNC de précision avec mesure d’angle laser atteint ±0,1 à 0,2° sur l’aluminium dans des conditions optimales. Les machines CNC standard sans retour d’angle délivrent ±0,3 à 0,5°. Les applications aérospatiales exigent une précision de marge de flexion avec un minimum de ±0,005 pouce pour les ensembles porteurs. Le facteur déterminant est la capacité de compensation d’angle en temps réel — pas seulement le nombre d’axes CNC. ÀDécouvrez les équipements de pliage CNC RAGOS pour aluminium, Consultez la page d’aperçu de l’équipement.
Q2: Quelle est la valeur de reculement de l’aluminium en courbure CNC?
Le rebond en aluminium est généralement de 1 à 2° en flexion de l’air CNC — inférieur à celui de l’acier haute résistance, à 5–7°, mais suffisamment significative pour affecter un travail à tolérance serrée. Les freins à pression CNC modernes compensent grâce à des bases de données de matériaux et au contrôle adaptatif. Pour une cible à 90°, programmer la machine pour qu’elle surplie à 88–89° pour la plupart des 5052 et 6061 Notes. Pour voir comment notre3-Axe Delem Poignées de frein à pression compensation du rebond sur aluminium, Visitez la page produit.
Q3: Quel alliage d’aluminium est le meilleur pour un pliage CNC de précision?
5052-H32 est idéal pour un pliage de précision à rayon serré — il offre une excellente formabilité et permet des rayons aussi petits que 1×T. 6061-T6 offre une rigidité structurelle mais nécessite des rayons minimums de 2 à 3×T et se fissure aux virages serrés du Réglage T6. Pour les enceintes, CHAUFFAGE, et panneaux cosmétiques, 5052-H32 est le choix standard. Pour les cadres structurels et aérospatiaux, 6061-T6 avec des rayons plus grands s’applique. Voir notreExemples d’applications de l’aluminium et du courburage matériel pour des conseils concrets.
Q4: Quel est le rayon de flexion minimal pour une feuille d’aluminium sur une pliée CNC?
Pour le 5052-H32 à 1–2 mm, un rayon de flexion minimal de 1×T est possible sans fissuration de surface. Pour 6061-T6 à la même épaisseur, le minimum est de 2 à 3×T. Descendre en dessous du rayon minimum provoque une micro-fissuration de la face extérieure qui apparaît après la formation. Vérifiez toujours le rayon requis par rapport à la dureté de votre lot de matériau, car la dureté varie selon les fournisseurs. Pour confirmer la bonne configuration de la machine, voir notreMeilleur guide pour machine à frein à pression CNC.
Q5: Quels outillages sont nécessaires pour un pliage de précision de l’aluminium sur un frein à pression CNC?
Utilisez des poinçons chromés, coins enduit, ou inserts en polyuréthane — marques d’outillages en acier standard et rayures permanentes sur les surfaces d’aluminium. Le rayon du nez du poinçon doit être égal ou supérieur au rayon de flexion minimal de votre alliage. Pour 6061-T6, un rayon de nez plus grand empêche les fissures. Pour la feuille d’aluminium fine en production à grand volume, notrePliage de panneaux avec alimentation CNC à ventouse Supprime complètement le contact de la serre.
La précision n’est pas une caractéristique de la machine — c’est une décision de configuration
Trois facteurs déterminent si votre plieuse CNC offre une précision sur l’aluminium. Premier, Sélectionnez l’alliage approprié — 5052-H32 pour des rayons serrés et une formabilité, 6061-T6 pour les travaux structurels avec des rayons plus grands. Deuxième, Spécifier une machine avec une mesure d’angle en temps réel et une base de données de matériaux en aluminium — pas seulement un contrôle d’axe CNC. Troisième, Commandez des outillages de qualité aluminium avec le rayon de perforation approprié pour votre alliage. Si vous faites les trois correctement, ±0,1 à 0,2° est possible à chaque série de production. Si vous en ratez une, votre taux de ferraille augmente par rapport à la première pièce. Votre prochaine étape: Envoyez votre grade d’alliage, épaisseur, et tolérance à la cible à l’équipe RAGOS pour une recommandation écrite de configuration machine et outillage.

