













Doblador CNC de precisión para aluminio: La guía completa del comprador
Un doblador CNC de precisión para aluminio ofrece tolerancias angulares de ±0,1–0,2°, pero solo cuando se cumplen tres condiciones: La aleación correcta, una máquina CNC con compensación de ángulo en tiempo real, y herramientas específicas para aluminio. La mayoría de los compradores descubren problemas de tolerancia tras el envío de la máquina, No antes. Esta guía te proporciona los números y la lista de verificación para especificar correctamente antes de comprar. Obtendrás una tabla de tolerancias alcanzable por nivel de máquina, Una comparación de aleaciones (5052 vs. 6061), una lista de verificación de funciones CNC de seis puntos, y una recomendación clara para cada tipo de aplicación. Para una visión completa de las opciones de flexión CNC, Visita nuestroGuía CNC de equipos de doblado metálico.
¿Qué tolerancia puede lograr un doblador CNC de precisión sobre aluminio?
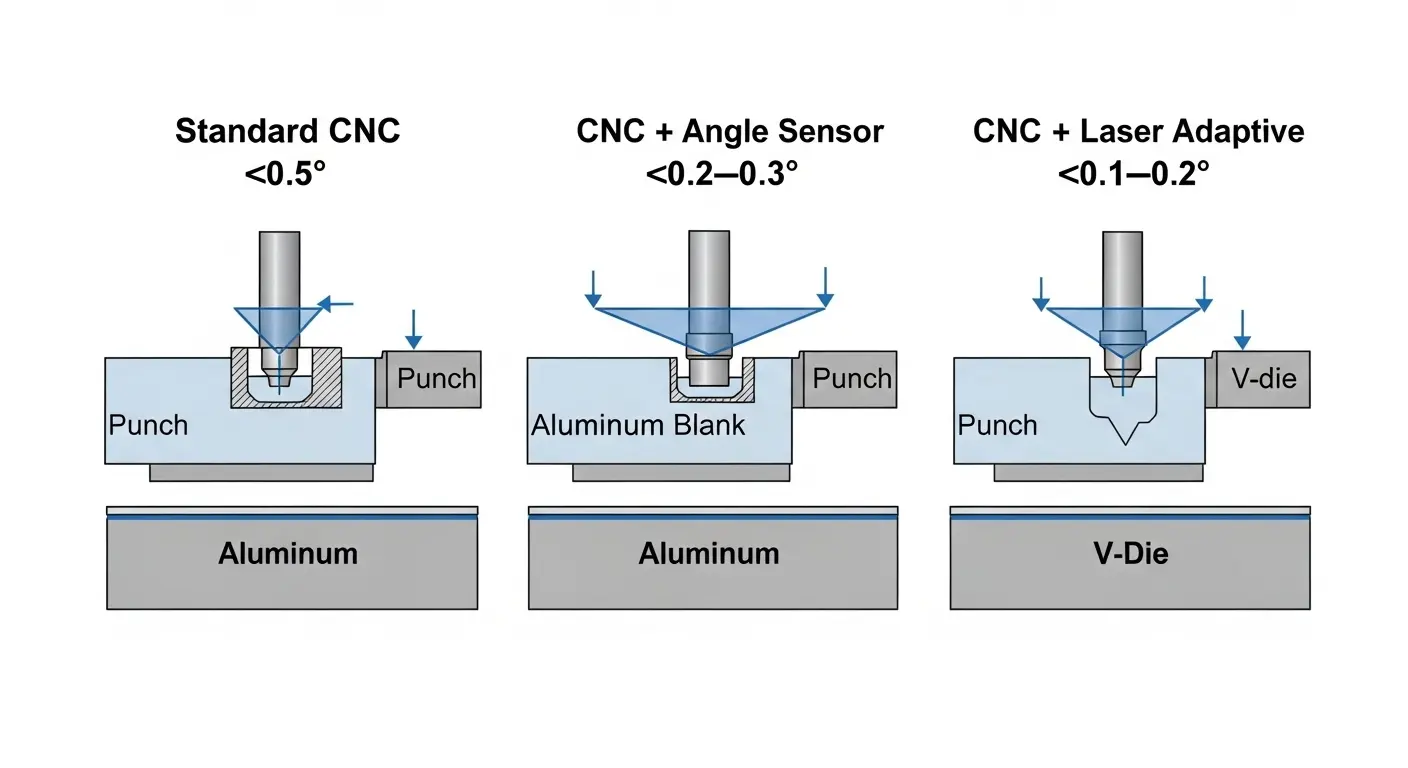
Un doblador CNC de precisión para aluminio logra una tolerancia angular de ±0,1–0,2° con medición de ángulo láser y control adaptativo. Los frenos de presión CNC estándar sin retroalimentación angular alcanzan ±0,3–0,5°. La distinción importa. Para la producción en cajas, ±0,5° suele ser aceptable. Para componentes aeroespaciales de carga, El requisito baja a ±0,005 pulgadas (aproximadamente ±0,127 mm).
La tabla siguiente muestra lo que cada nivel de máquina CNC realmente ofrece en aluminio:
| Tipo de máquina | Tolerancia de ángulo | Requisito clave |
|---|---|---|
| Freno de presión CNC estándar | ±0,3–0,5° | Flexiones manuales de prueba por lote |
| CNC con sensor de ángulo | ±0,2–0,3° | Sensor de ángulo + Desplazamiento de programa |
| CNC con láser + Control adaptativo | ±0,1–0,2° | Realimentación láser + Material de aluminio DB |
La mayoría de los fabricantes de producción que buscan piezas generales de chapa metálica trabajan dentro de ±0,3°. Los compradores de aeroespacial y electrónica de precisión necesitan ±0,1–0,2°. Confirma qué nivel requiere tu solicitud antes de especificar una máquina. Nuestro3-Freno de prensa del eje con control Delem CNC incluye compensación de ángulo integrada en el controlador para la producción de aluminio.
Resorte de aluminio — qué debe compensar tu doblador CNC
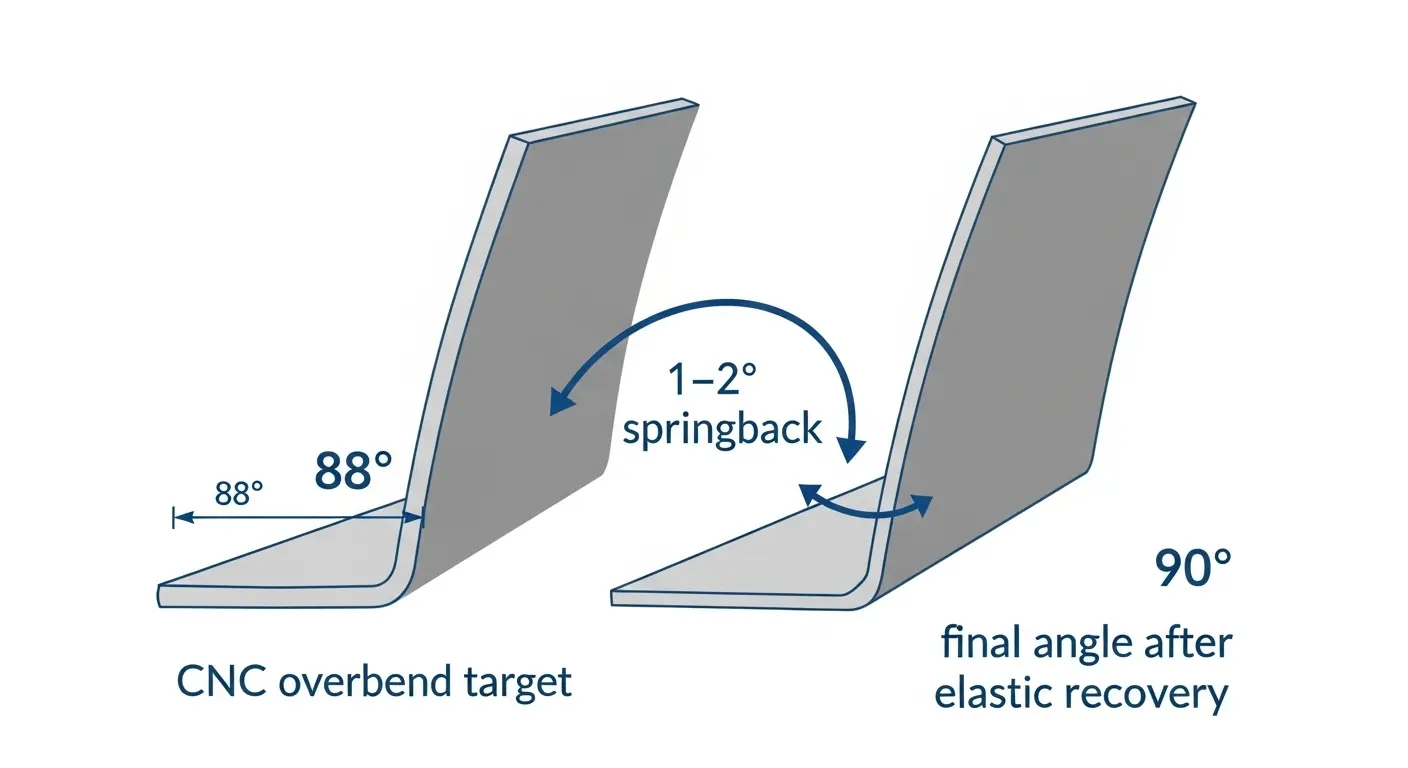
El resorte de aluminio en flexión CNC es de 1–2° — inferior al de 5–7° del acero de alta resistencia, pero aún así, suficiente para sacar un trabajo de tolerancia de ±0,1° fuera de especificación sin compensación automática. El retroceso se produce porque el aluminio se recupera elásticamente tras la retracción del punzón. Varía entre grados de aleación, Entre lotes de materiales, y hasta con dirección de rodamiento.
Los frenos de presión CNC modernos compensan usando cuatro métodos: Bases de datos de materiales con perfiles de aluminio precargados, Desplazamiento de ángulo a nivel de programa por aleación, medición de ángulo en tiempo real con corrección a mitad de carrera, y control adaptativo que aprende de curvas previas en el mismo lote. Sin al menos dos de estos métodos activos, La precisión constante en aluminio requiere un doblado de prueba destructivo antes de cada nuevo lote.
Dominio del aire vs. Fondo para precisión de aluminio
El doblado de aire es la técnica preferida para el trabajo de precisión con aluminio. El blank contacta parcialmente con el dado, lo que permite al sistema CNC de medición de ángulos detectar y corregir el retroceso en tiempo real. El bottom de la base fuerza el material completamente contra el chip, Reducir el retroceso por compresión, pero requiere un tonelaje significativamente mayor y corre el riesgo de marcas superficiales en aluminio blando.
Para ± trabajo de 0,1 a 0,2° sobre aluminio, La flexión de aire con retroalimentación de ángulo CNC es el método estándar de la industria. La fórmula de compensación por sobreflexión es sencilla: si tu objetivo está a 90°, programar el CNC a 88–89° para la mayoría 5052 y 6061 Calificaciones. El desplazamiento exacto depende de la resistencia en el límite elástico por lotes, Por eso, una base de datos de materiales que almacena valores específicos de la aleación ahorra tiempo entre las etapas de producción.
¿Qué aleación de aluminio funciona mejor con un doblador CNC de precisión??
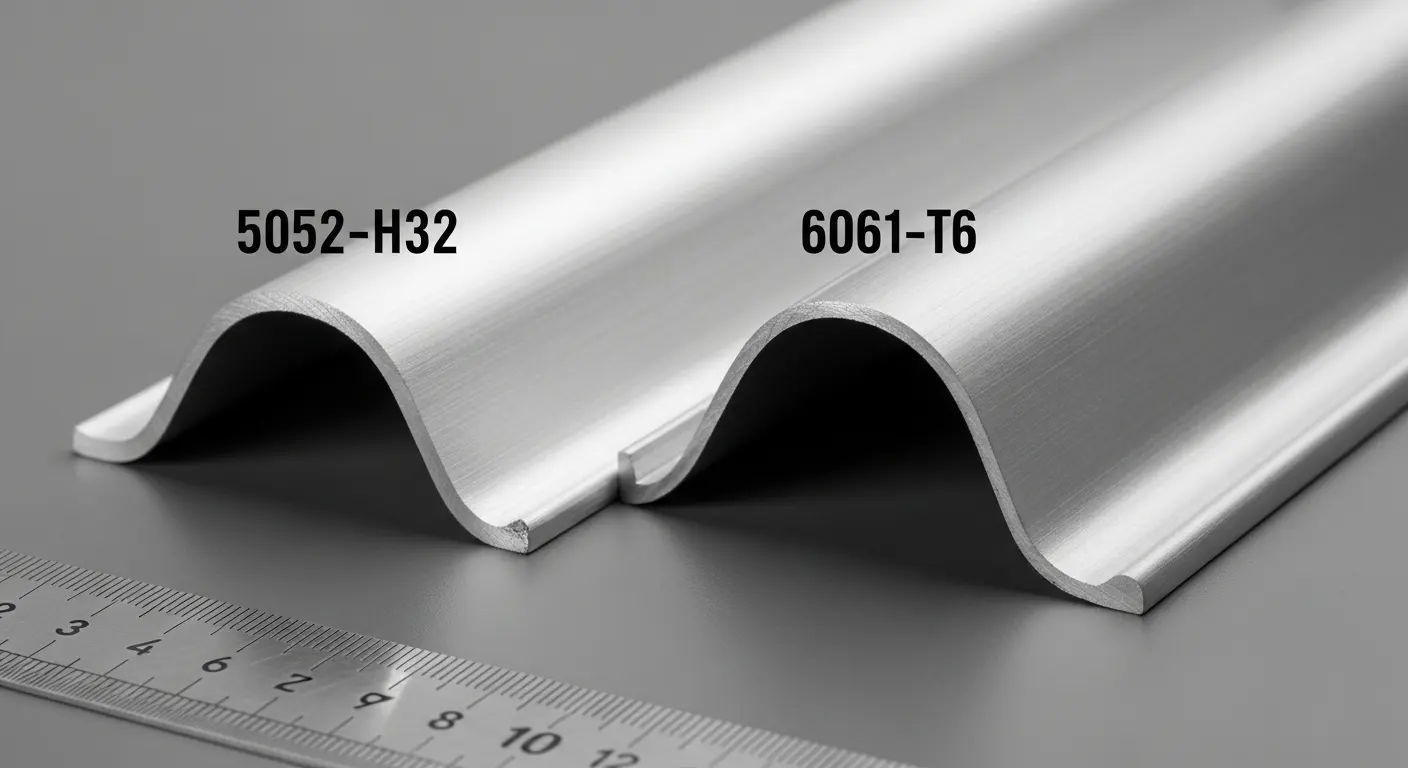
Para flexión CNC de precisión, 5052-H32 permite radios mínimos de flexión más ajustados y mejor formabilidad; 6061-El T6 ofrece rigidez estructural pero requiere radios mayores y es propenso a agrietarse en curvas pronunciadas. Seleccionar la aleación equivocada para un trabajo de precisión de radio reducido es el error evitable más común en la producción CNC de aluminio.
| Propiedad | 5052-H32 | 6061-T6 |
|---|---|---|
| Formabilidad | Excelente | Moderado |
| Radio mínimo de curvatura | ~1×T (Ajustado) | 2–3×T (Más grandes) |
| Retorno | 1–2° | 1.5–2.5° |
| Acabado superficial | Bien | Excelente |
| Riesgo de grietas en curvas cerradas | Bajo | Alto |
| Mejor aplicación | Recintos, HVAC, Paneles | Bastidores aeroespaciales, Partes estructurales |
6061-El T6 en el temple T6 es susceptible a agrietarse en radios inferiores a 2×T. Para flexiones de radio cerrado con 6061, recocido al temple en O antes de formar o especificar un radio de punzón mayor. Para la producción de cajas y HVAC de gran volumen, donde el acabado estético y los radios reducidos son lo más importante, 5052-El H32 es la aleación estándar. Ver nuestroPágina de aplicación para doblar herrajes para muebles para ejemplos de flexión por extrusión de aluminio.
Radio mínimo de curvatura por aleación y grosor
El radio de flexión mínimo se expresa como un múltiplo del grosor del material (T). Para 5052-H32 con un grosor de 1–2 mm, un radio de 1×T es posible sin grietas superficiales. Para 6061-T6 con el mismo grosor, el mínimo es 2–3×T. Bajar por debajo del radio mínimo provoca microgrietas en la cara exterior de curvatura — un defecto que aparece tras la formación y es invisible durante la carrera de curvatura.
Verifica siempre tu radio mínimo requerido con la dureza de lotes de tu material. La dureza varía entre proveedores y lotes de temple. Una bobina 5052-H32 en el extremo superior de su rango de dureza puede necesitar 1,5×T en lugar de 1×T para evitar grietas en el borde en la cara exterior.
Características CNC necesarias para el doblado de precisión del aluminio
No todos los frenos de presión CNC pueden ofrecer precisión en aluminio. Antes de pedir, Pide a tu proveedor que confirme que estas seis características están incluidas por escrito:
- Medición de ángulos en tiempo real — sensor láser o de contacto; proporciona retroalimentación a mitad de carrera y corrección automática para el retroceso
- Base de datos de materiales de aluminio — perfiles de aleación precargados para 5052, 6061, 5083; Reduce las curvas de prueba por lote
- Programación de compensación por sobreflexión — desplazamiento de resorte por aleación almacenado en el controlador CNC
- Accionamiento servoeléctrico o electrohidráulico — velocidad de RAM constante; Previene marcas superficiales causadas por picos de presión en aluminio blando
- Herramientas de calidad de aluminio (Punzón recubierto, Chip cromado) — marcas y arañazos estándar de herramientas de acero aluminio; Utiliza insertos recubiertos o de poliuretano
- Sistema hidráulico de coronado — compensa la deflexión del lecho en paneles superiores a 1,5 m; Crítico para un ángulo constante a lo largo de largas láminas de aluminio
Para lámina delgada de aluminio en producción automatizada, nuestroCurvador de paneles con alimentación CNC con ventosa elimina completamente la marca de contacto al manipular el blank sin abrazaderas.
Por qué la selección de herramientas cambia todo en el aluminio
Arañazos de herramientas de acero anodizados, Prepintado, y superficies de aluminio desnudo. El daño es permanente y estéticamente inaceptable en la producción de cajas y paneles. Utiliza punzones cromados, Troqueles recubiertos, o insertos de poliuretano para todo trabajo en aluminio. El radio de la punta debe igualar o superar el radio mínimo de curvatura de tu aleación. Usar un radio de nariz de 1 mm en 6061-T6 a un mínimo requerido de 2×T provoca grietas en la cara exterior en cada curva.
En nuestra experiencia, suministrando frenos de presión CNC para la producción de cajas de aluminio, La especificación de herramientas es el error de configuración más común que cometen los compradores. Especifican correctamente la máquina y subespecifican las herramientas — y descubren el problema en la primera producción.
Industrias que especifican dobladores CNC de precisión para aluminio
La flexión CNC de aluminio de precisión es un estándar de producción en varias industrias donde la precisión dimensional y la calidad superficial son igualmente críticas:
- Componentes aeroespaciales — tolerancia angular a ±0,005 pulgadas.; Aleación: 5052 y 6061; requiere certificación CNC con retroalimentación láser y certificación de materiales trazables por la FAA
- Fabricación de conductos HVAC — Hoja 5052-H32; Precisión del ángulo de brida para ensamblaje de conductos sin fugas; Alto volumen diario
- Cajas eléctricas y equipos de conmutación — 5052; 4–6 bends por parto; El acabado superficial cosmético y la tolerancia dimensional son igualmente importantes
- Molduras de carrocería para automóviles — 5052 y 6061; Superficie sin arañazos obligatoria; Estándar de Herramientas Recubiertas
- Herrajes para muebles — extrusiones de aluminio; Perfiles multi-curvatura; 6061 con radios mayores
Para aluminio estructural utilizado en aplicaciones de construcción y arquitectura, ver nuestroMáquina de doblar para la industria de la construcción Guía.
Dobladores CNC de precisión RAGOS configurados para aluminio
Los frenos de presión CNC RAGOS con control Delem DA-66T incluyen bases de datos de materiales específicos para aluminio, Integración de medición de ángulo en tiempo real, y programación de compensación por sobreflexión como estándar. Cuando los clientes nos traen perfiles 6061-T6 que requieren tolerancia de ±0,2°, La primera pregunta que hacemos es: "¿Cuál es tu radio mínimo de curvatura?" — porque la especificación de aleación y radio determina la configuración de la máquina antes de que se discuta cualquier otra cosa.
Para láminas finas de aluminio a gran volumen, Nuestro doblador de paneles de ventosa elimina las marcas superficiales al manipular los ciegos sin abrazaderas mecánicas durante todo el ciclo de flexión. Basado en instalaciones de clientes en la producción de cajas de climatización y electrónica, Los talleres que cambian a esta configuración reducen significativamente las tasas de chatarra cosmética en el primer mes de producción.
Para una comparación completa de frenos de presión CNC por aplicación, ver nuestromejor guía para máquina de freno de presión CNC. Para ver toda nuestra gama de equipos CNC, Visita elVisión general del equipo CNC de doblado metal.
Listo para configurar para tu aplicación de aluminio? Comparte tu grado de aleación, Espesor del material, y tolerancia al ángulo del objetivo — nuestro equipo técnico confirmará el nivel correcto de la máquina, Configuración CNC, y especificaciones de herramientas antes de comprar.
Preguntas frecuentes
Q1: ¿Qué tolerancia puede lograr un doblado CNC de precisión sobre aluminio?
Un doblador CNC de precisión con medición láser de ángulos logra ±0,1–0,2° sobre aluminio bajo condiciones óptimas. Las máquinas CNC estándar sin retroalimentación angular entregan ±0,3–0,5°. Las aplicaciones aeroespaciales requieren una precisión de margen de flexión dentro de ±0,005 pulgadas para conjuntos de carga. El factor determinante es la capacidad de compensación de ángulo en tiempo real, no solo el número de ejes CNC. Aexplora el equipo de flexión metálica CNC RAGOS para aluminio, Visita la página de Resumen de Equipos.
P2: ¿Cuál es el valor de resorte para el aluminio en el flexión CNC??
El resorte de aluminio suele ser de 1–2° en la flexión de aire CNC — inferior al del acero de alta resistencia con 5–7°, pero lo suficientemente significativo como para afectar a trabajos de tolerancia estricta. Los frenos de presión CNC modernos compensan mediante bases de datos de materiales y control adaptativo. Para un objetivo de 90°, Programar la máquina para que se sobredoblara a 88–89° para la mayoría 5052 y 6061 Calificaciones. Para ver cómo nuestro3-Eje Delem Prensas del freno de presión compensación de retroceso sobre aluminio, Visita la página del producto.
P3: ¿Qué aleación de aluminio es la mejor para doblar CNC con precisión??
5052-H32 es ideal para flexiones de precisión en radio reducido: ofrece una excelente formabilidad y permite radios tan pequeños como 1×T. 6061-T6 proporciona rigidez estructural pero requiere radios mínimos de 2–3×T y grietas en curvas pronunciadas en el temple T6. Para recintos, HVAC, y paneles cosméticos, 5052-H32 es la opción estándar. Para bastidores estructurales y aeroespaciales, 6061-Se aplica T6 con radios mayores. Consulta nuestroEjemplos de aplicaciones en aluminio y doblado hardware para orientación en el mundo real.
P4: ¿Cuál es el radio mínimo de flexión para una chapa de aluminio en una flexionadora CNC??
Para 5052-H32 a 1–2 mm, se puede lograr un radio de flexión mínimo de 1×T sin grietas superficiales. Para 6061-T6 con el mismo grosor, el mínimo es 2–3×T. Bajar por debajo del radio mínimo provoca microgrietas en la cara externa que aparecen tras la formación. Verifica siempre el radio requerido con la dureza por lotes de tu material, ya que la dureza varía entre proveedores. Para confirmar la configuración correcta de la máquina, ver nuestromejor guía para máquina de freno de presión CNC.
P5: Qué herramientas se requieren para el doblado de precisión del aluminio en un freno de presión CNC?
Utiliza punzones cromados, Troqueles recubiertos, o insertos de poliuretano — marcas estándar de acero y raya superficies de aluminio de forma permanente. El radio de la nariz del punzón debe igualar o superar el radio mínimo de curvatura de tu aleación. Para 6061-T6, un radio de nariz mayor evita que se agrieten. Para chapa fina de aluminio en producción de gran volumen, nuestroCurvador de paneles con alimentación CNC con ventosa elimina por completo el contacto de la abrazadera.
La precisión no es una característica de la máquina, sino una decisión de configuración
Tres factores determinan si tu doblador CNC ofrece precisión en aluminio. Primero, Selecciona la aleación adecuada — 5052-H32 para radios y formabilidad ajustados, 6061-T6 para trabajos estructurales con radios mayores. Segundo, especificar una máquina con medición de ángulos en tiempo real y una base de datos de materiales de aluminio, no solo control de ejes CNC. Tercero, Pide herramientas de calidad de aluminio con el radio de nariz adecuado para tu aleación. Si aciertas las tres cosas, ±0,1–0,2° se puede lograr en cada tirada de producción. Si fallas alguna, tu tasa de chatarra sube respecto a la primera pieza. Tu siguiente paso: envía tu categoría de aleación, espesor, y tolerancia objetivo al equipo RAGOS para una recomendación escrita de configuración de máquinas y herramientas.

