













Mehrachsige CNC-Pressbremse (4/6/8 Achse): Wie man die richtige Konfiguration auswählt
Eine mehrachsige CNC-Pressbremse verwendet mehrere gesteuerte Achsen – typischerweise Y1/Y2 für den Zylinder, X und R für die Nachspur, Z1/Z2 für Fingerabstand, und V für das Krönen – zur Automatisierung der Biegetiefe, Positionierung, und Winkelkompensation. A 4‑axis machine suits straightforward, repetitive parts, a 6‑axis machine handles stepped flanges and moderate complexity, and an 8‑axis press brake supports complex, asymmetrical geometries with minimal repositioning. The best choice depends on your part complexity, batch mix, Genauigkeitsanforderungen, and automation plans.
Why axis configuration is now a critical press brake decision
When you’re planning a new CNC press brake investment, “How many axes do we really need?” becomes one of the most important questions in the project. A 4‑axis machine may look attractive on price, but 6‑ or 8‑axis configurations promise higher flexibility, shorter setups, and automation‑readiness—at a higher initial cost.
This guide explains what “multi-axis CNC press brake (4/6/8 Achse)” actually means, how the main axes (Und, X, R, Z, V) work together, and how to choose a configuration that fits your parts, production mix, and future automation strategy.
What does a “multi-axis CNC press brake” mean?
A CNC press brake uses numerical control to position the ram and backgauge automatically to achieve accurate, Wiederholbare Biegungen. Each controllable movement is called an axis. EinMehrachsen CNC press brake typically controls several axes at once, including ram motion, Rückspurposition, und Krönung, to automate the entire bending sequence.
In most industrial environments:
- 4‑axis is now a practical minimum for CNC bending (Y1, Y2, X, R).
- 6‑axis und 8‑axis press brakes add more backgauge and crowning control, enabling complex, multi‑step bending with fewer manual adjustments.
- OEMs often use shorthand like 4+1, 6+1, 8+1, where “+1” refers to a crowning axis.
Mit anderen Worten,, “multi-axis CNC press brake (4/6/8 Achse)” describes a family of machines that progressively increase flexibility and automation as more axes are added.
How the main axes (Und, X, R, Z, V) work together
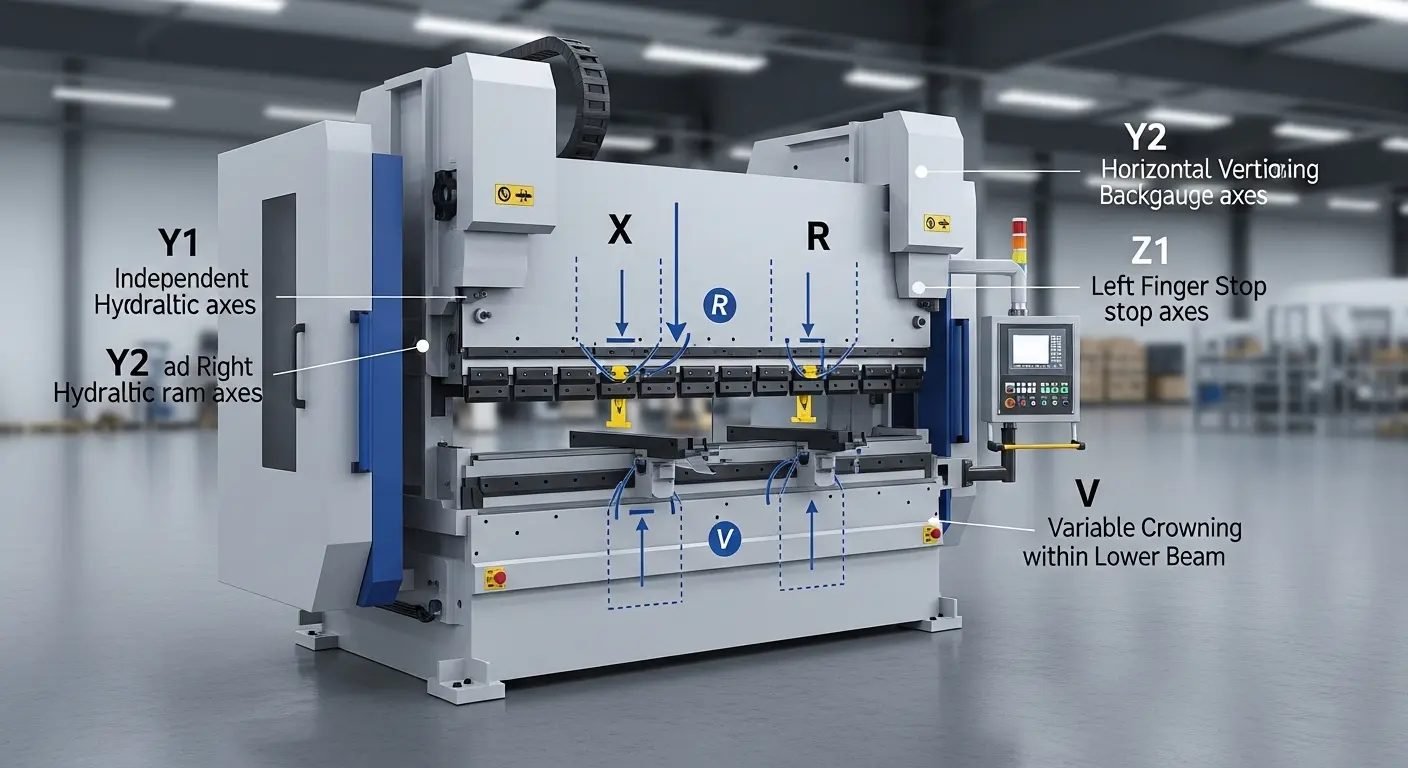
To choose the right configuration, you first need to understand what each axis actually does.
Y1/Y2 – Ram control
On modern CNC press brakes, the ram is typically controlled by two independent Y axes:
- Y1 und Y2 control the left and right sides of the ram, allowing precise synchronization and compensation for frame deflection.
- This enables accurate bend depth and consistent angles across the full working length.
X – Backgauge depth
- Das X-Achse moves the backgauge forward and backward, setting the distance from the tooling to the sheet edge.
- Accurate X‑axis positioning is essential for consistent flange lengths and repeatable multi‑bend parts.
R – Backgauge height
- Das R axis adjusts the backgauge fingers up and down, matching different flange heights and step positions.
- It allows one setup to handle different bend heights without manually repositioning gauge fingers.
Z1/Z2 – Backgauge finger spacing
- Z1 und Z2 move individual backgauge fingers left and right.
- They make it possible to gauge asymmetrical parts, multi‑station bends, and complex profiles where the sheet must be supported at different positions.
V – Crowning
- Das V axis controls a crowning system in the bed or ram.
- It compensates for machine and tooling deflection so that bend angles remain consistent from the center to the ends of long parts.
When these axes are coordinated by a CNC controller, the press brake can automatically position the sheet and ram for each bend, reducing manual handling, Aufbauzeit, and angle variation.
4-Achse, 6-Achse, and 8-axis CNC press brakes: what’s the difference?
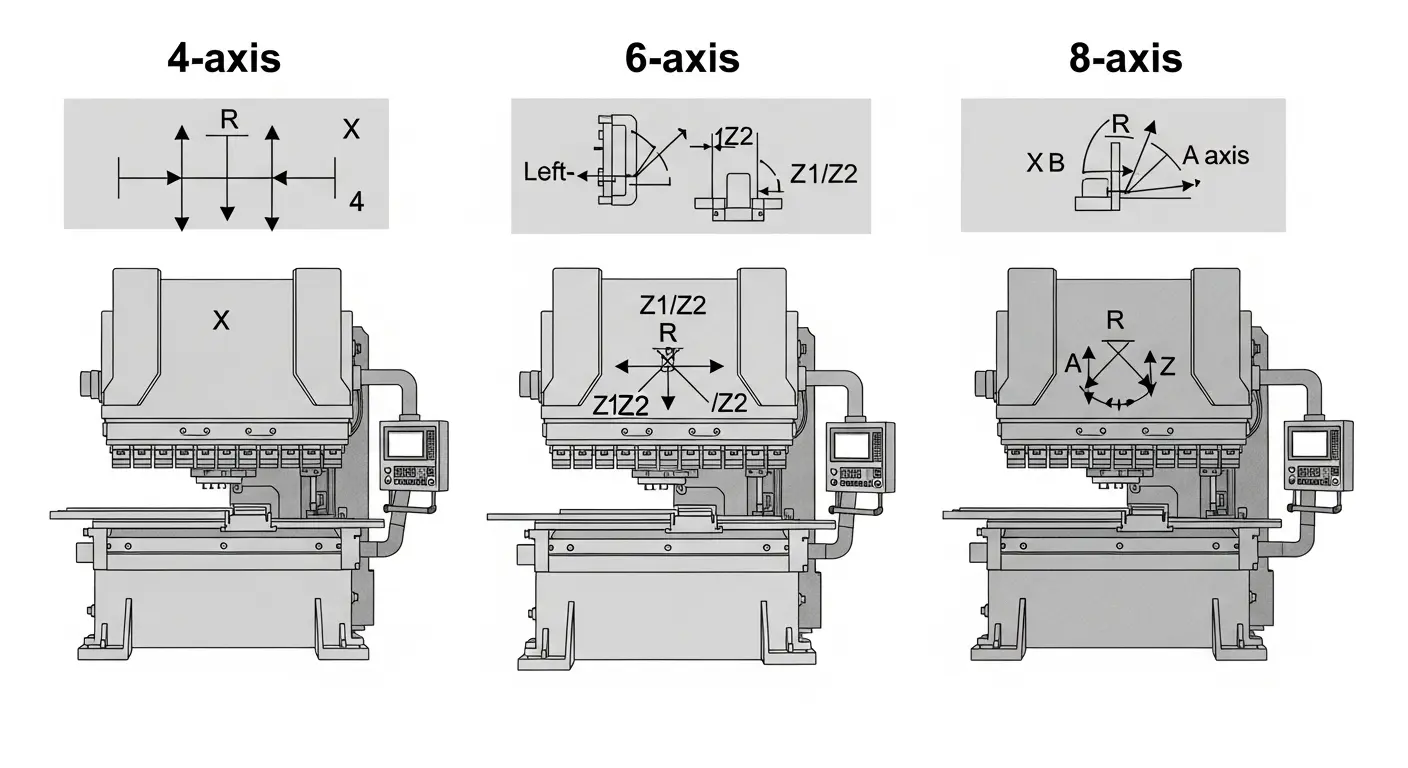
Axis count describes how many of these movements the controller actively manages. While exact configurations vary by manufacturer, industry practice follows clear patterns.
Typical configurations (illustrative)
- 4‑axis: Y1, Y2, X, R
- 4+1 Achse: Y1, Y2, X, R + V crowning
- 6‑axis: Y1, Y2, X, R, Z1, Z2 (or additional X/R variants)
- 6+1 Achse: 6‑axis + V crowning
- 8‑axis / 8+1 Achse: Multiple X and R axes plus Z1/Z2 and V, sometimes with additional delta axes for advanced backgauge control.
Broadly:
- 4‑axis machines target standard, repetitive parts and simpler geometries.
- 6‑axis machines balance flexibility and cost for stepped and offset bends.
- 8‑axis machines serve high‑complexity applications with numerous bends and asymmetrical features.
When is a 4-axis CNC press brake the right choice?
A 4‑axis CNC press brake (Oft 4+1 with crowning) typically includes Y1, Y2, X, and R axes. This configuration is considered a basic standard for many users.
It is usually sufficient when:
- Parts are simple and repetitive: basic brackets, Kanäle, and U‑profiles with few bends.
- Flange heights are relatively uniform, so R‑axis movements are minimal.
- Production is high‑volume, low‑mix, with limited variation between jobs.
- There is little need for asymmetrical gauging or multi‑station tool setups.
In diesen Szenarien, 4‑axis machines can deliver excellent return on investment by combining adequate flexibility with a lower purchase price.
When do you need a 6-axis press brake?
A 6‑axis press brake adds more backgauge control, commonly bringing Z1 and Z2 under CNC control in addition to Y1/Y2, X, und R.
This becomes necessary when:
- Parts have stepped flanges, offset bends, or varying flange heights that require frequent changes in backgauge position.
- You run High-Mix, medium‑complexity production, such as custom panels, Einschlüsse, and chassis with multiple bends.
- Tooling setups are more complex, and you want to reduce manual gauge repositioning between bends.
Praktisch, 6‑axis machines offer a strong middle ground: significantly more flexibility than 4‑axis systems without the full investment of an 8‑axis machine.
Where does an 8-axis CNC press brake deliver real ROI?
An 8‑axis CNC press brake—often configured as 8+1 with crowning—delivers the most value in demanding, high‑complexity applications.
It is typically justified when:
- Parts are complex and asymmetrical, with many bends, varying flange heights, und enge Toleranzen (Zum Beispiel.., Luft- und Raumfahrtkomponenten, medical housings, advanced electrical enclosures).
- Frequent changeovers and small batch sizes make setup time a major cost driver.
- Automation is a priority, and consistent positioning is required for robotic bending cells.
With additional axes (more sophisticated X/R variants and Z1/Z2 control), 8‑axis systems can:
- Minimize manual repositioning between bends.
- Reduce overall setup time significantly.
- Lower scrap by improving repeatability and angle consistency.
For manufacturers at this level, the higher investment is offset by throughput, labor savings, and lower rework rates over the life of the machine.
How to choose between 4, 6, und 8 axes for your production
The best way to decide is to map your real parts and production scenarios to axis requirements.
1. Start with part complexity
Fragen Sie:
- Are most parts simple U‑profiles and channels with a few bends?
- Do you frequently see stepped or offset flanges?
- Do some parts require supporting the sheet at asymmetrical positions during bending?
As complexity increases from simple boxes to advanced housings and asymmetrical components, the need for Z‑axis and additional X/R control rises.
2. Consider production mix and volume
- High-volume, low-mix (few part numbers, long runs): 4‑axis often works well if geometry is modest.
- High-Mix, medium complexity (many part numbers, moderate complexity): 6‑axis can significantly reduce setup time and manual adjustments.
- High-Mix, high complexity (frequent new parts and challenging geometries): 8‑axis is more likely to pay back through reduced changeover time and scrap.
3. Factor in accuracy and tolerance requirements
Tight angle and dimensional tolerances across long parts benefit from crowning and more precise gauge positioning:
- 4+1 and above (with crowning) improve angle consistency.
- 6‑/8‑axis systems provide more robust positioning for complex bend sequences.
4. Look at automation and future plans
If you plan to:
- Add robotic loading/unloading or full bending cells, oder
- Integrate the press brake into automated cutting–bending lines,
then multi‑axis capability becomes more important. Robots rely on predictable, repeatable positions, which multi‑axis CNC control provides.
Multi-axis CNC press brakes in intelligent bending cells

Multi‑axis CNC press brakes are a key building block of modern sheet‑metal automation. Automated lines combine cutting, punching, and bending machines with robots and smart software to deliver flexible, high‑throughput production.
In such cells:
- Multi‑axis control ensures the sheet is always at the correct position and angle for each bend.
- Advanced CNC systems support 2D/3D programming and offline simulation for complex multi‑axis sequences.
- Integration with laser cutting and punching machines enables end‑to‑end automated workflows.
For manufacturers planning Industry 4.0‑ready production, choosing a multi‑axis CNC press brake that aligns with present needs and future automation ambitions is critical.
Practical checklist: are you ready for a higher-axis press brake?
You may be ready to move from a 4‑axis to a 6‑ or 8‑axis machine if you can answer “yes” to several of these questions:
- Do operators frequently reposition backgauge fingers manually during a job?
- Are stepped, offset, or asymmetrical parts a growing share of your workload?
- Do you experience angle variation or inconsistent flange lengths on long parts?
- Are setup and changeover times a major bottleneck?
- Are you planning to introduce robotic handling or fully automated bending cells?
If these symptoms are familiar, a 6‑ or 8‑axis CNC press brake can significantly improve productivity and reduce dependence on operator intervention.
Häufig gestellte Fragen: Multi-axis CNC press brake (4/6/8 Achse)
What does axis mean on a CNC press brake?
An axis on a CNC press brake refers to a controllable movement, such as the ram’s up‑and‑down motion or the backgauge’s front‑to‑back position. Common axes include Y1/Y2 for ram depth, X and R for backgauge positioning, Z1/Z2 für Fingerabstand, and V for crowning compensation.
How many axes does a typical CNC press brake have?
Basic CNC press brakes often use 3‑ or 4‑axis configurations, while high‑performance machines can feature 6‑ or 8‑axis—or more—depending on the backgauge and crowning system. Norm 4+1 axis setups are common, und 6+1 oder 8+1 multi‑axis machines serve users with more complex parts.
What is the difference between a 4-axis and 6-axis press brake?
A 4‑axis press brake typically controls Y1/Y2 and X/R, which is sufficient for simple multi‑bend parts. A 6‑axis press brake adds extra backgauge degrees of freedom—such as Z1/Z2 or additional X/R movements—so it can handle stepped bends, offset flanges, and higher‑mix production more efficiently.
When is an 8-axis CNC press brake worth the investment?
An 8‑axis CNC press brake is worthwhile when you frequently run complex, asymmetrical parts with many bends, require high repeatability, and aim to minimize manual repositioning. Independent backgauge finger control and advanced crowning can significantly reduce setup time and scrap in demanding applications.
Is more axes always better on a press brake?
More axes provide greater flexibility and automation, but they also add cost and complexity. If your parts are simple and stable, a 4‑axis machine may deliver an excellent return, while 6‑ or 8‑axis systems make sense when part complexity, job mix, and accuracy demands justify the investment.
Can a multi-axis press brake work with robotic automation?
Ja. Multi‑axis CNC press brakes integrate well with robotic bending cells because their precise, repeatable axis control provides consistent part positioning and angles. This stability simplifies robot programming and supports fully automated sheet‑metal production lines.
Do I need a special CNC controller for multi-axis press brakes?
Multi‑axis press brakes rely on CNC controllers capable of coordinating Y, X, R, Z, and V axes. Modern platforms typically support graphical programming, 2D/3D simulation, and offline programming for complex multi‑axis bending. Choosing a controller with adequate axis capacity and software features is essential if you plan to expand automation over time.
Next steps: match your axis configuration to your production
Choosing between 4‑, 6‑, and 8‑axis CNC press brakes is ultimately about aligning machine capability with the real demands of your parts, job mix, and automation roadmap. Reviewing part drawings, bend sequences, and setup times will quickly reveal whether your current configuration is limiting throughput.
Von dort aus, you can define whether a 4‑axis, 6‑axis, or 8‑axis multi‑axis CNC press brake is the most cost‑effective next step and then evaluate specific machines, CNC-Steuerungen, and automation options that fit your strategy.

