













Comment maîtriser la programmation produit avec un frein à pression Delem
La programmation du frein à presse Delem est l’une des compétences les plus importantes dans le travail quotidien de flexion car elle affecte directement la précision, répétabilité, Vitesse de réglage, et efficacité des opérateurs. Dans de nombreux ateliers, La différence entre une production fluide et une correction répétée commence souvent au contrôleur.

Pour les opérateurs, Programmeurs, et responsables de production, Les bonnes habitudes de programmation comptent tout autant que la structure des machines ou la qualité des outils. Une pièce bien programmée aide à réduire les courbes d’essai, Garde l’ordre de courbe clair, et facilite le maintien de résultats stables lors des emplois répétés. C’est pourquoi apprendre à utiliser correctement un Delem Press Brake n’est pas seulement une tâche technique. C’est aussi un moyen pratique d’améliorer le débit sur le site.
Entrée tLe mode de programme
La première étape pour travailler avec un Delem Press Brake consiste à entrer en mode produit ou programme. De cet écran, L’opérateur peut créer un nouveau programme de pièce ou modifier un programme déjà enregistré.
En production normale, Il y a deux points de départ communs:
• Ouvrir un produit existant à partir de l’aperçu du produit
• Créer un nouveau programme pour une nouvelle partie
• Confirmer les données produit et la configuration de l’outil
• Entrer dans l’écran de programmation du bend
Une fois à l’intérieur de la page du programme, L’opérateur peut visualiser la séquence active de courbure et passer d’une étape à l’autre grâce au sélecteur de courbe. Cette disposition facilite l’inspection d’un décoin à la fois sans perdre de vue la structure globale du programme.
Sur la plupart des interfaces Delem, Les boutons latéraux permettent un accès rapide aux principales zones de programmation. Celles-ci incluent souvent la page principale de données de courbure, La table pliante complète, Propriétés du produit, Modifications des outils, insertion en courbure, et fonctions de bumping. Lorsqu’il est utilisé correctement, Ces raccourcis permettent de gagner du temps pendant la programmation et lors des ajustements ultérieurs lors de travaux répétés.
Compréhension tPrincipaux points de vue de la programmation
Un programme Delem Press Brake est généralement géré via plusieurs vues connectées plutôt qu’un seul écran. Chaque vue a un rôle différent dans le processus de programmation.
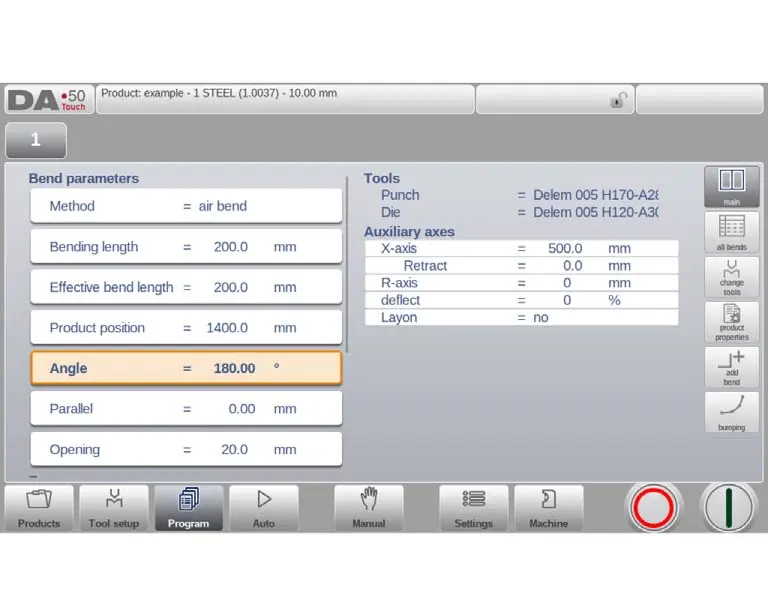
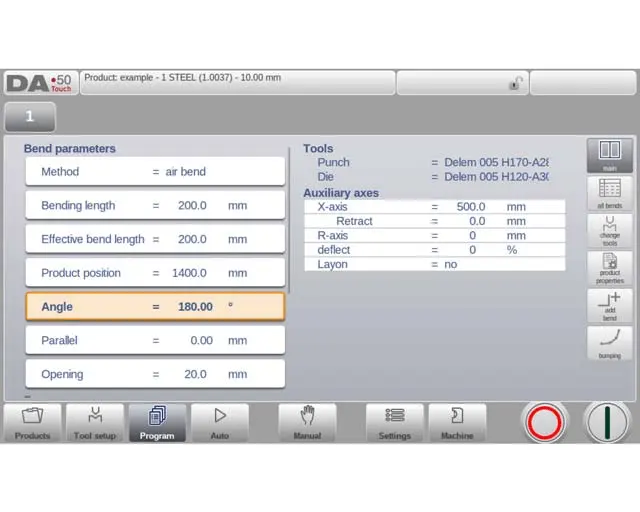
La vue principale est l’endroit où l’opérateur modifie le pas de courbure actif. C’est l’écran le plus souvent utilisé lors de la programmation initiale et du dépannage. Il affiche les valeurs primaires pour la courbure choisie et permet une entrée directe rapide.
La vue All Bends liste chaque étape de pliage dans une table, ce qui facilite la révision de la séquence complète, Comparer les courbes, Réarranger leur ordre, ou éditer le programme complet plus efficacement.
La page Propriétés du produit conserve les informations de base sur le produit de la pièce. Ces valeurs ne sont pas liées à une seule courbe. À la place, ils définissent la partie dans son ensemble, y compris l’identification et les informations relatives aux matériaux.
La zone de changement d’outil est utilisée lorsque l’outillage doit être mis à jour pour un détour ou pour le programme complet. Cela devient particulièrement utile lorsqu’un métier est révisé pour une ouverture de dé différente, Profil de poinçon, ou méthode de production.
Paramètres clés qui façonnent chaque courbure
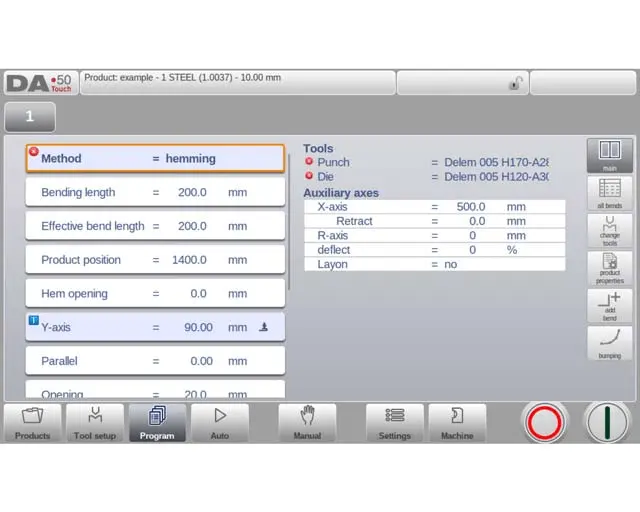
Chaque étape de courbe dans un programme Delem Press Brake contient un groupe de paramètres qui définissent comment la machine effectuera cette courbure. Comprendre ces valeurs en profondeur aide l’opérateur à améliorer la vitesse d’ajustement et à obtenir des performances de flexion plus constantes.
- Méthode de la courbure
La méthode de courbure sélectionnée modifie la manière dont la machine calcule et exécute la courbure. Les méthodes courantes incluent la maîtrise de l’air, Bottom Downing, et ourlet. Chaque méthode nécessite une logique différente pour la position du faisceau et le comportement de la force.
La flexion de l’air est couramment utilisée pour la programmation d’angle flexible car la machine calcule la profondeur requise de l’axe Y selon l’angle cible. Le bottoming pousse la feuille plus fermement dans la matrice et dépend davantage des conditions de force. L’ourlet est utilisé lorsque la bride doit être repliée, Ainsi, la position de la poutre doit tenir compte de la surface du défroisement et de l’épaisseur de la feuille.
- Longueur, Poste, et Angle
La longueur de flexion est importante car elle influence la demande de force et le calcul de couronnement. La longueur de flexion effective peut également être appliquée dans le calcul de la charge lorsque plusieurs lignes de courbure sont impliquées dans la pièce.
La position du produit spécifie l’emplacement de la pièce dans la direction Z par rapport au datum de la machine. Un bon positionnement aide à maintenir l’alignement lors de programmes plus longs ou plus détaillés.
Pour la programmation basée sur l’angle, L’angle de la cible est l’une des entrées les plus importantes. En mode angle, Le système calcule automatiquement la position du faisceau. En mode position absolue, Le programmeur règle directement la profondeur de courbure.
- Réglages du mouvement du faisceau
Plusieurs réglages contrôlent le comportement du faisceau pendant et après le pliage:
• Muteur: le point de changement de l’approche rapide à la vitesse de pression
• Ouverture: L’espace après la flexion pour faciliter la manipulation des pièces
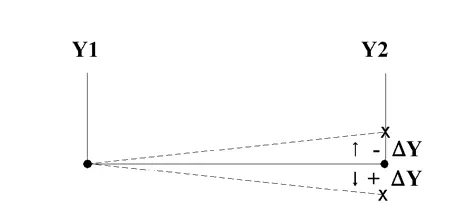
• Parallèle: Correction entre les côtés cylindres gauche et droit
• Temps de séjour: Temps de maintien au point de flexion
• Décompression: Distance de libération après pression
• Vitesse: Vitesse de pression pendant la course de travail
• Vitesse de décomposition: vitesse lors du mouvement de décompression
Ces valeurs peuvent sembler secondaires au premier abord, Mais en production réelle, ils affectent fortement la cohérence, Confort de maniabilité, et efficacité des cycles.
Fonctions supplémentaires qui améliorent la flexibilité
Un contrôleur Delem Press Brake inclut également des fonctions à niveau échelon qui aident les opérateurs à gérer des conditions de production plus complexes.
Les réglages de répétition permettent de sauter ou de répéter plusieurs fois une flexion. Cela peut être utile dans des opérations de type logique de formation spéciale ou en chaîne.
Les réglages d’attente de rétraction contrôlent si le faisceau continue immédiatement ou s’arrête jusqu’à la fin de l’action de rétraction. Cela améliore la coordination entre le mouvement du faisceau et le mouvement de jauge.
Les codes pas à pas déterminent quand de nouvelles valeurs de paramètre deviennent actives. Selon la logique de programmation, Un changement de valeur peut survenir à la décompression, Position de muting, Point mort supérieur, ou par un signal externe. Un délai peut également être ajouté lorsqu’une courte pause est nécessaire avant le début de l’étape suivante.
Ces fonctions ne sont pas toujours utilisées dans des tâches simples, mais ils deviennent précieux lors de la gestion de séquences avancées ou de l’intégration plus soignée du mouvement de la machine.
Gestion des propriétés du produit and Tool Data
Une bonne organisation de programme commence avec des données produits propres. Sur un frein à pression Delem, la page des propriétés du produit permet à l’opérateur de définir l’identifiant de la pièce, Description du produit, Épaisseur de la feuille, Type de matériau, et mode de sélection d’angle.
Cette information est importante pour plusieurs raisons. Premier, Cela facilite la recherche dans la bibliothèque de programmes. Deuxième, Il supporte un comportement de calcul correct. Troisième, Cela aide l’opérateur suivant à comprendre le travail sans rouvrir chaque étape de courbe.
Les données des outils sont tout aussi importantes. L’outillage de la vraie machine doit correspondre au punch and die assigné au programme. L’opérateur peut modifier l’outillage en modifiant soit une étape de courbe, soit l’ensemble du programme, selon l’impact sur la production.
Selon la configuration de la machine, Certaines des conditions suivantes peuvent s’appliquer: Données des axes auxiliaires, Distances de rétraction, Vitesses des axes, et options de lay-on. Quand ceux-ci sont correctement programmés, Le mouvement de la jauge arrière devient plus stable et mieux adapté au processus réel de maniabilité.
Utilisant til plie tous les regards plus efficacement
L’écran à tous les courbes offre un aperçu complet du programme. C’est souvent l’endroit le plus rapide pour éditer une pièce en plusieurs étapes car cela permet à l’opérateur de revoir la séquence de courbure dans son ensemble.
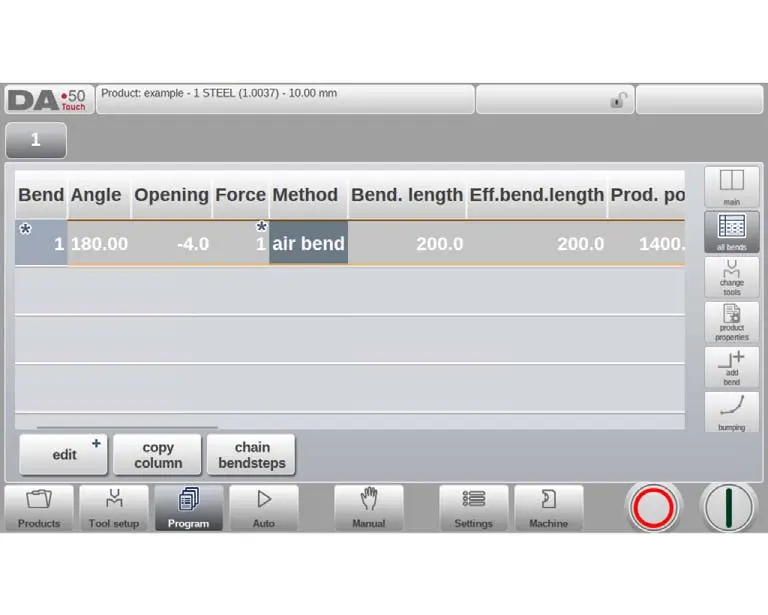
D’ici, l’opérateur peut généralement:
• Insérer une nouvelle courbure
• Marquer un coude pour l’action
• Supprimer une courbure indésirable
• Déplacer un virage vers une autre position
• Échanger deux courbes
• Copie une valeur de colonne dans toutes les courbes
• Pas de bend de chaîne avec réglages de répétition et décalage
Pour les programmes plus longs, Cette vision est souvent plus pratique que de modifier un pliage à la fois. Cela accélère la correction de séquence et réduit le risque de négliger une étape.
Utilisation du bumping fou travaux à grand rayon
Une fonction utile sur un Delem Press Brake est le bumping. Cela transforme un pas de courbe normal en une série de courbes plus petites utilisées pour créer un grand rayon.
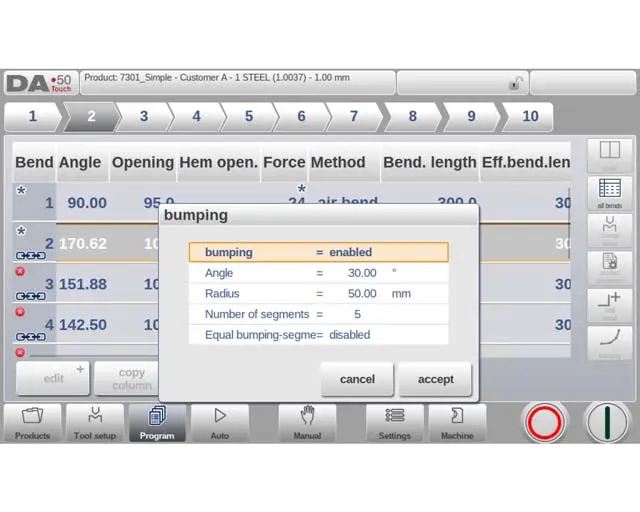
Au lieu d’un seul virage serré, Le contrôleur divise la forme en plusieurs segments. L’opérateur peut définir l’angle, Rayon de la cible, et nombre de segments. Plus de segments créent généralement un rayon plus lisse, bien qu’ils puissent aussi nécessiter une ouverture de puce plus petite et plus de temps de machine.
Certains contrôles permettent également un dimensionnement égal en segments, tandis que d’autres utilisent des premiers et derniers segments plus petits pour une courbe plus naturelle. Cette fonctionnalité est particulièrement utile pour les travaux sur le rayon où la continuité de l’apparence et de la forme est importante.
Lecture correcte des symboles de programmation
Pendant la programmation, Le contrôleur peut afficher des symboles qui aident l’opérateur à comprendre ce qui se passe à l’intérieur de la logique du programme.
Un symbole d’information signifie généralement une valeur modifiée parce qu’un autre paramètre lié a été modifié en premier. Le symbole étoile indique que la valeur programmée diffère de la valeur calculée. Un symbole d’erreur indique qu’il y a un problème avec le programme (par exemple, une méthode de flexion qui ne correspond pas aux outils assignés).
Ces graphismes simplifient beaucoup le travail. Les opérateurs peuvent être capables de détecter les incohérences plus tôt et de les résoudre avant d’entrer en production.
FAQ
• Comment puis-je améliorer la précision de la programmation sur un frein à pression Delem?
Faites attention aux paramètres principaux et voyez comment le contrôleur recalcule les valeurs corrélées. Lors de la sauvegarde du programme, Vérifiez la méthode de flexion, angle, outil, et matériel
• Est-il préférable de modifier un pliage à la fois ou d’utiliser le tableau complet?
Pour les petites parties, Le montage en une seule courbe suffit souvent. Pour la plupart des opérations à étapes multiples, La table à tous les pliages est généralement plus rapide et offre la meilleure vue d’ensemble de l’opération.
• Quand dois-je utiliser le bumping?
Si la pièce nécessite un rayon plus grand au lieu d’un seul virage brusque, Le bumping est la méthode appropriée. C’est particulièrement vrai pour les parties esthétiques, panneaux courbés, et en cas de besoin d’un profil plus lisse.
Conclusion
Apprendre à bien programmer un Delem Press Brake ne se limite pas à entrer des valeurs sur un écran. Il s’agit de comprendre comment se plier, outillage, Mouvement du faisceau, et la logique de séquence fonctionnent ensemble en production réelle. Une fois que cette compréhension devient partie intégrante de la pratique quotidienne, La programmation devient plus rapide, les corrections deviennent plus petites, et les emplois répétés deviennent plus faciles à gérer.
Pour les fabricants visant une qualité stable et une meilleure efficacité des opérateurs, C’est là que la bonne connaissance des manettes commence à porter ses fruits. À JS RAGOS, On voit Programmation basée sur Delem c’est une partie importante de la performance moderne de flexion, car une logique logicielle précise permet des résultats mécaniques précis.

