













航空宇宙グレードプレスブレーキ: スペック, 材料, および精密成形選定ガイド
すべてのプレスブレーキが航空宇宙グレードプレスブレーキ. 航空宇宙産業では、±0.01 mm以内の曲げ精度が求められます, チタンおよび高強度アルミニウム合金の再現性, および完全な生産トレーサビリティをサポートする機械構成. 汎用CNCプレスブレーキは、たとえ仕様が整っていても、適切な駆動システムがなければこれらの要件を満たすことが多いです, コントローラー, ツーリング, および校正標準.
このガイドでは、機械的な観点から航空宇宙グレードが実際に何を意味するのかを分解しています, スペックを探せばいい, 精密な航空宇宙成形作業に適したプレスブレーキの選び方.
プレスブレーキとは何か "航空宇宙グレード"?

用語航空宇宙グレードプレスブレーキ 精度を満たす機械を指します。, 再現, および航空宇宙製造規格のトレーサビリティ要件. それはマーケティングラベルではなく、特定の能力の閾値です.
プレスブレーキが航空宇宙グレードとして認められるため, 必ず達成しなければなりません:
- 位置精度は±0.005mmから±0.01mmです。 Y軸 (ラム) およびバックゲージ
- 角度曲げの繰り返し性は±0.1°以上です フル生産生産期間中
- リアルタイム角度測定または能動補正 — 単なるあらかじめ設定されたパラメータではありません
- 完全なデータログ機能 個々の部品曲げ記録へのトレーサビリティのために
- 機械的安定性 温度変化や生産サイクルの延長を横断して
実際に, これはサーボ電動またはプレミアムサーボ油圧駆動システムを意味します, 回転エンコーダではなくリニアエンコーダ, 角度フィードバックを備えた高度なCNCコントローラ, そして荷重に耐えない剛性のある機械フレーム.
標準的なCNCプレスブレーキは、±0.1mmの位置と±0.5°の角公差を目標としています。. 航空宇宙関連の作業はそれよりも5倍から10倍の厳しさが必要であり、機械の仕様決定はすべてそれを支持しなければなりません.
航空宇宙材料: プレスブレーキが扱うもの
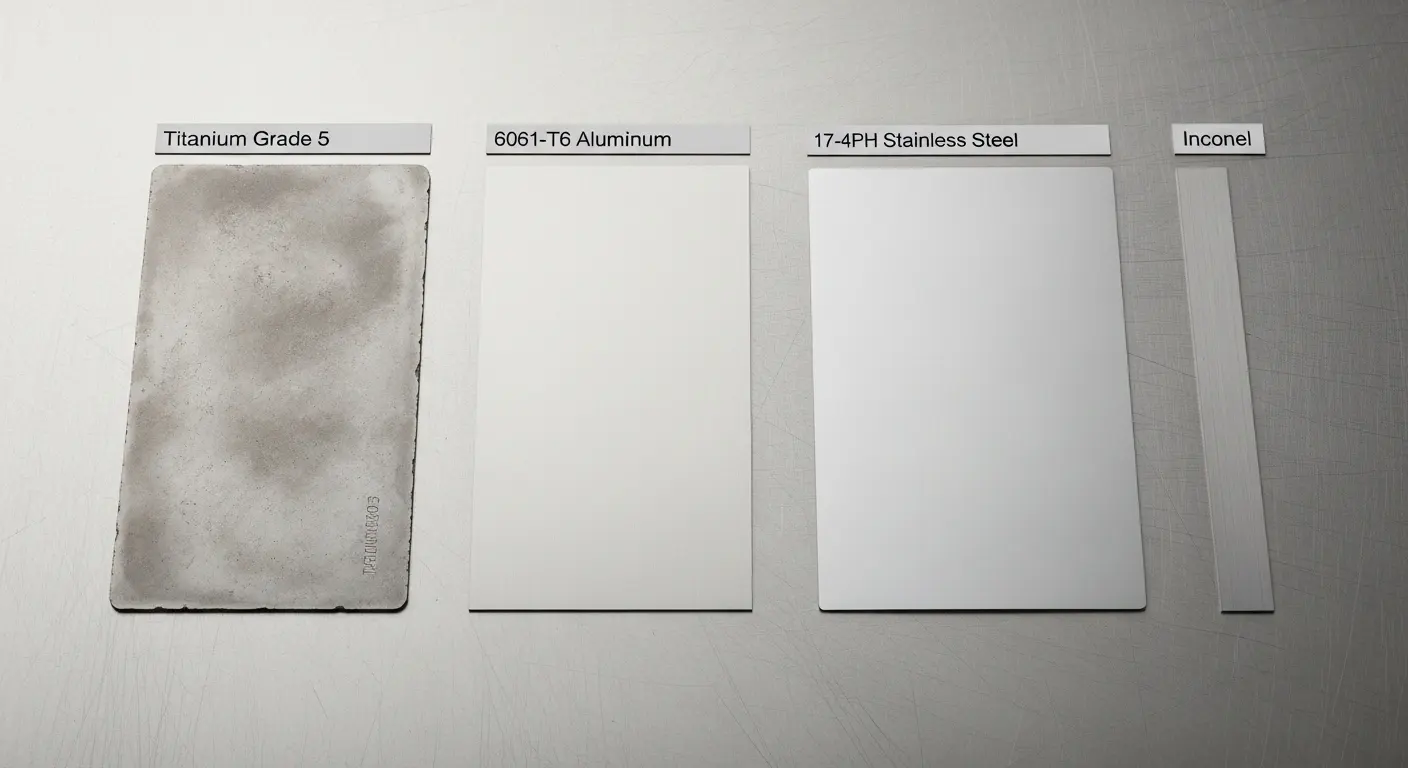
航空宇宙製造では、プレスブレーキを標準的な鋼材よりもはるかに強く押し出す材料グレードが使われます. ひとつの航空宇宙グレードプレスブレーキ これらすべてを正しく処理できるように設定する必要があります.
チタン (グレード 2, グレード 5 Ti-6Al-4V) — チタンは航空宇宙作業で一貫して曲げるのが最も難しい材料です. 強度対重量比が高い, 大きな後退 (通常、90度の曲がりに対して3〜5度の程度です), 狭い延性窓. 曲げすぎると割れが生じます. スプリングバック補償なしの曲げは、許容外のフランジを生じます. 最小曲げ半径は通常×グレードの材料厚さの2〜3です 5.
アルミニウム合金 (6061-T6, 7075, 2024) — 航空宇宙グレードのアルミニウムスプリングバックは、6061-T6の90°曲げあたり1°から2°の範囲です。. より高強度の合金、例えば 7075 そして 2024 寛容さが低い. 表面仕上げも重要です — 陽極酸化やクラッチされた表面は、誤った工具半径や過剰なクランプ圧力で簡単に傷をつけます.
インコネルおよびニッケル合金 — エンジン部品および熱構造物に使用. これらの材料は厚さが示すよりもはるかに高いトン数を必要とします, そして形成中に急速に加工硬化します. 工具の摩耗は激しいです.
ステンレス鋼 (17-4PH, 15-5PH) — 航空宇宙構造物で使用される析出硬化ステンレス鋼グレードは、ほとんどの場合90°の曲げに対して2〜3°の補償を要求します.
主材料を理解することが、すべての仕様決定を下す鍵となります航空宇宙グレードプレスブレーキ — トン数選定から管制官の要件、工具への投資まで.
航空宇宙グレードプレスブレーキ作業の公差基準
航空宇宙の公差は単に厳しくなるだけでなく、一般的な製造基準とは根本的に異なります.
標準的なCNCプレスブレーキ作業用, 業界の標準は:
- 線形位置: ±0.1–0.2 mm
- 角公差: ±0.5°
- バックゲージ精度: ±0.15mm
For an 航空宇宙グレードプレスブレーキ, 必要な基準は以下の通りです。:
- 線形位置: ±0.01–0.05 mm
- 角公差: ±0.1°から±0.3°
- バックゲージ精度: ±0.01ミリメートル
- 再現性 500+ サイクル: パラメータのドリフトなし
この問題が難しいのは、これらの公差が新しく校正された機械の最初の曲げだけでなく、フル生産期間にわたって維持されなければならない点です. 温度変化, 工具の摩耗, 油圧流体の粘度変化, および荷重によるフレームのたわみも、時間とともにドリフトを引き起こします. ひとつの航空宇宙グレードプレスブレーキ これらすべてをアクティブ報酬で管理しています, ただ慎重にセットアップするだけではありません.
店が可変角度CNCプレスブレーキ リアルタイムセンサー補正付き, これらの許容範囲は達成可能ですが、機械の基本仕様が最初から航空宇宙精度のレベルである場合に限られます.
航空宇宙グレードプレスブレーキの主な仕様
機械を評価する際, これらは、航空宇宙対応の構成と標準的なCNCプレスブレーキを区別する仕様です.
駆動システム — サーボ電気は航空宇宙の精度において最優先の選択肢です. 油圧油がなければ温度による粘度の変化もありません, 応答速度が速い, 位置の繰り返し性は±0.005mmです. A40-トン電気プレスブレーキ 小型の航空宇宙部品や試作作業の実用的な入り口として使われています.
エンコーダタイプ — 航空宇宙の精度のためにY軸の線形ガラススケールエンコーダは必須です. モーターシャフトの回転エンコーダは機械的な遊びを生じさせます. リニアエンコーダは実際のRAM位置を直接測定します, 駆動系を通じた推定位置ではありません.
枢軸国数 — 航空宇宙部品は複数のフランジを持つことが多いです, 複素幾何学, そして、バックゲージがシーケンスの中間で正確に再配置される必要がある近い公差の特徴. 6軸構成 (Y1, Y2, X, R, Z1, Z2) は航空宇宙グレードの多曲げ作業の標準です. クラウンに敏感な長い曲げ線がある部品, V軸 (アクティブクラウンディング) また、.
CNCコントローラー — コントローラーは材料等級ごとのスプリングバック補償データベースをサポートしなければなりません, リアルタイム角度測定積分, および生産データログ記録. Delem DA69SやDA69Tのようなコントローラーはこれらの要件を満たしています.
フレーム剛性 — 航空宇宙の精度には、荷重に対してたわみないフレームが必要です. ストレス解消, CNC加工されたCフレームまたはOフレーム構造のフレームは、満トン下でもラムとベッドの平行性を保ちます.
Aサーボモーター駆動のプレスブレーキ 位置測定の精度とエネルギー特性を組み合わせた航空宇宙作業が求められます, フル油圧システムのような流体管理の複雑さがなければ.
サーボ電気とサーボ油圧: 航空宇宙分野にとってどちらが良いか?
両駆動システムは航空宇宙の精度レベルに達することができます. 違いは、それらの到達方法と維持費にあります.
| 仕様 | サーボ・エレクトリック | サーボ油圧式 |
|---|---|---|
| 位置測定精度 | ±0.005 mm | ±0.01–0.02 mm |
| 温度安定性 | 素晴らしい — 流体の粘度変化はありません | 良好 — 温度制御油圧で |
| 応答時間 | とても速い | 殆ど (サーボバルブ依存) |
| トン数範囲 | 最高で~200Tまで | 重労働には150T以上が最適です |
| メンテナンス | 低 — 油圧液なし | 中程度 — 液体, シール, フィルター |
| エネルギー使用量 | 低め — モーターは需要時のみ動く | 高めにすると、ポンプが連続稼働します |
| 最適な応用例 | 精密航空宇宙部品, 薄い素材 | 構造用航空宇宙部品, 高トン形成 |
ほとんどの航空宇宙用板金作業では、ブラケットを使います, リブ, スキン, および 0.5 mmから 6 MMの距離 — サーボ電気が明確な選択です. 油圧流体の変化がないため、シフトの最初のカーブと最後のカーブで機械は同じ性能を発揮します.
200トンを超える重い構造用航空宇宙部品, 温度制御流体と比例サーボバルブを備えたプレミアムなサーボ油圧システムは、航空宇宙の精度要件を満たすことができます, 高トン数の生産能力に対して低い資本コストで.
航空宇宙グレードプレスブレーキ曲げ用金型
機械だけでは航空宇宙の精度は得られません. 工具も同様に重要です。航空宇宙グレードプレスブレーキ.
チタンのパンチ半径 — チタンは同等厚の鋼よりもパンチノーズ半径が大きい必要があります. 経験則として、Ti-6Al-4Vの材料厚さは最低3×が基準です. 鋭い半径はチタンの曲げ線で亀裂を引き起こします, 機械の曲げ速度が正しく制御されていても.
工具表面硬度 — 航空宇宙工具では、表面硬度58〜62 HRCの精密研磨工具鋼が一般的に使用されます. チタンや高強度鋼では、柔らかい金型は摩耗が早くなります, 表面劣化は生産ランごとに角度の変化をもたらします.
工具高の一貫性 — 航空宇宙の精度のために, マルチステーションセットアップのすべての工具は、±0.01 mm以内の高さを合わせなければなりません. ウィラスタイルの精密クランプは、自己座着式ツールソケットを備え、航空宇宙グレードの構成では標準です.
被覆および陽極酸化面のクリアランス制御 — 多くの航空宇宙用アルミニウム部品には保護コーティングが施されています. シャープなショルダーラディのスクラッチコート面を持つ標準的なVダイ. ポリウレタンダイインサートや研磨された半径は、成形時の表面の完全性を保護します.
良い工具と航空宇宙グレードプレスブレーキ 初期セットアップだけでなく、長期生産でも精度を維持できます. ザヘビーデューティー油圧金属剪断機 精密ブランキングおよびロボットMIG/TIG溶接機 下流組立のために、航空宇宙サプライチェーンが要求する完全な精密製造ワークフローを完了します.
品質, トレーサビリティ, および航空宇宙のベンディングにおけるコンプライアンス
航空宇宙顧客は単に部品を購入するだけでなく、部品を製造するプロセスを監査します. ひとつの航空宇宙グレードプレスブレーキ あなたの店の品質管理システムを支える必要があります, 正確な曲がりをするだけでなく.
AS9100 レヴD — 航空宇宙製造業者向け品質管理基準. プレスブレーキのCNCコントローラーは曲げパラメータを記録できる必要があります (力, Y軸位置, 後方ゲージ位置, 日付・時間, オペレーターID) 生産台数あたり. 一部の顧客はシリアル化された部品に対して部品ごとのトレーサビリティを求める.
NADCAP認定 — 主要な航空宇宙OEMに供給する工場は、板金成形を含む特殊プロセスに対してNADCAP認証を必要とすることが多いです. これには文書化されたプロセス管理が必要です, 機械の校正記録, 各生産ロットに紐づく材料認証.
機械の校正と認証 — アン航空宇宙グレードプレスブレーキ トレーサブル基準を用いて定期的に校正しなければなりません. ほとんどの航空宇宙供給契約では校正周波数が定められています (通常6〜12か月ごとに) また、要求に応じて校正記録の提供を義務付けること.
第一品検査 (やって) — 航空宇宙購入者は新部品に対してFAIの書類を通常要求します, 曲げ角の測定を含む, フランジ長の測定, および材料認証. あなたの機械のCNCコントローラーは、各FAIランで使われる生産パラメータをエクスポートできるはずです.
ショップが調達する場合航空宇宙グレードプレスブレーキ 海外サプライヤーから, 購入前にコンプライアンス文書の入手可能性を確認することで、納車後の高額な認証の空白を回避できます.
購入前に航空宇宙グレードのプレスブレーキを評価する方法
購入を決める前に、この5つの質問を使ってどんな機械でも評価しましょう.
1. 実際の位置測定精度とは何か, 評価なし?
独立した校正テストレポートを依頼してください, 単なるデータシートの主張ではありません. ±0.01mmの航空宇宙精度は負荷下で検証する必要があります, 単に力がゼロなだけではなく.
2. Y軸で使われているエンコーダの種類?
リニアガラススケールエンコーダーが標準装備であるか確認してください, オプションのアップグレードではありません. ロータリーエンコーダーは航空宇宙精度の階層には認められていません.
3. コントローラーは材料等級ごとのスプリングバック補償に対応していますか??
航空宇宙作業では、異なる反転挙動を持つ複数の合金にまたがる. コントローラーにはプログラム可能なマテリアルデータベースが必要です。単一の補正値だけでなく.
4. 機械は生産データをバッチごとや部品ごとにログ・エクスポートできますか?
AS9100のトレーサビリティにはこれが必要です. コントローラーにUSBやネットワークのエクスポート機能があり、パラメータログも含まれているか確認してください.
5. 熱安定化後の機械の精度評価はどのくらいですか??
機械は冷間で±0.01mmを指定することがあります, しかし、運転温度下ではドリフトします. その後、精度データを求めてください 2 何時間もの生産稼働――それが本当の運用仕様です.
航空宇宙グレードプレスブレーキに関するよくある質問
航空宇宙グレードのプレスブレーキとは何か?
航空宇宙グレードプレスブレーキとは、航空宇宙製造に必要な精度と再現性の基準を満たすCNCプレスブレーキのことです. 通常、±0.005〜0.01 mmの位置精度を達成します, 角度再現性は±0.1°–±0.3°, アクティブスプリングバック補正, トレーサビリティのための完全な生産データログ記録.
航空宇宙の曲げにはどの程度の精度が必要です?
航空宇宙の曲げでは、角の許容差が±0.1°から±0.3°、線形位置は±0.01mmから±0.05mmです. これらの公差はフル生産期間にわたって維持されなければなりません, 初期セットアップだけでなく. これは一般的な製造公差よりも5〜10〜10×厳密です.
油圧プレスブレーキは航空宇宙級の精度を達成できるか?
はい, リニアエンコーダー付きのプレミアムサーボ油圧プレスブレーキ, 温度制御流体, 比例サーボバルブは航空宇宙の精度レベルに達することができます. 特に薄いチタンやアルミニウムで最大の精度を得るために、サーボ電気駆動システムは油圧流体の変動を排除するためより安定しています.
航空宇宙グレードのプレスブレーキはどのような材料を扱います?
航空宇宙グレードのプレスブレーキはチタンを扱います (グレード 2 およびグレード 5), アルミニウム合金 (6061-T6, 7075, 2024), 沈殿硬化ステンレス鋼 (17-4PH, 15-5PH), インコネル, その他のニッケル系合金. 各材料には特定のスプリングバック補償が必要です, 工具半径, および曲げ速度設定.
航空宇宙グレードのプレスブレーキと標準的なCNCプレスブレーキの違いは何ですか??
標準的なCNCプレスブレーキは±0.1mmの位置と±0.5°の角公差を目標としています. 航空宇宙グレードのプレスブレーキは、通常リニアエンコーダを介して±0.005〜0.01 mmの位置と±0.1°〜±0.3°の角公差を目標とします, サーボ電気駆動, 能動角度測定, 標準機械にはない高度なスプリングバック補正.

