













Frein à pression de qualité aérospatiale: Caractéristiques techniques, Matériaux, et Guide de sélection pour le formage de précision
Tous les freins à pression ne sont pas qualifiés deFrein à pression de qualité aérospatiale. L’industrie aérospatiale exige une précision de courbure dans ±0,01 mm, Résultats répétables sur le titane et les alliages d’aluminium à haute résistance, et des configurations machines qui supportent la traçabilité complète en production. Un frein à pression CNC polyvalent — même bien spécifié — ne répond souvent pas à ces exigences sans le bon système d’entraînement, Contrôleur, outillage, et la norme d’étalonnage.
Ce guide explique ce que signifie réellement la qualité aérospatiale en termes de machine, Quelles spécifications rechercher, et comment choisir le bon frein à pression pour un travail aérospatial de précision.
Qu’est-ce qui fait un frein à pression "Qualité aérospatiale"?

Le termeFrein à pression de qualité aérospatiale désigne une machine qui répond à la précision, répétabilité, et exigences de traçabilité des normes de fabrication aérospatiale. Ce n’est pas une étiquette marketing — c’est un seuil de capacité spécifique.
Pour qu’un frein à pression soit qualifié de grade aérospatiale, Il doit livrer:
- Précision de positionnement de ±0,005 mm à ±0,01 mm sur l’axe Y (bélier) et écartement arrière
- Répétabilité de la courbure angulaire de ±0,1° ou plus serrée Sur des séries complètes de production
- Mesure d’angle en temps réel ou correction active — pas seulement des paramètres prédéfinis
- Capacité complète de journalisation des données pour la traçabilité vers des enregistrements de courbure individuels
- Stabilité mécanique à travers la variation de température et les cycles de production prolongés
Pratiquement, Cela signifie des systèmes d’entraînement servo-électriques ou servo-hydrauliques premium, encodeurs linéaires plutôt que rotatifs, Contrôleurs CNC avancés avec retour d’angle, et des cadres rigides qui ne fléchissent pas sous charge.
Les freins à pression CNC standard ciblent un positionnement de ±0,1 mm et une tolérance angulaire de ±0,5°. Le travail aérospatial nécessite cinq à dix fois plus de précision — et chaque décision de spécification de la machine doit la justifier.
Matériaux aérospatiaux: Ce que votre frein à pression doit gérer
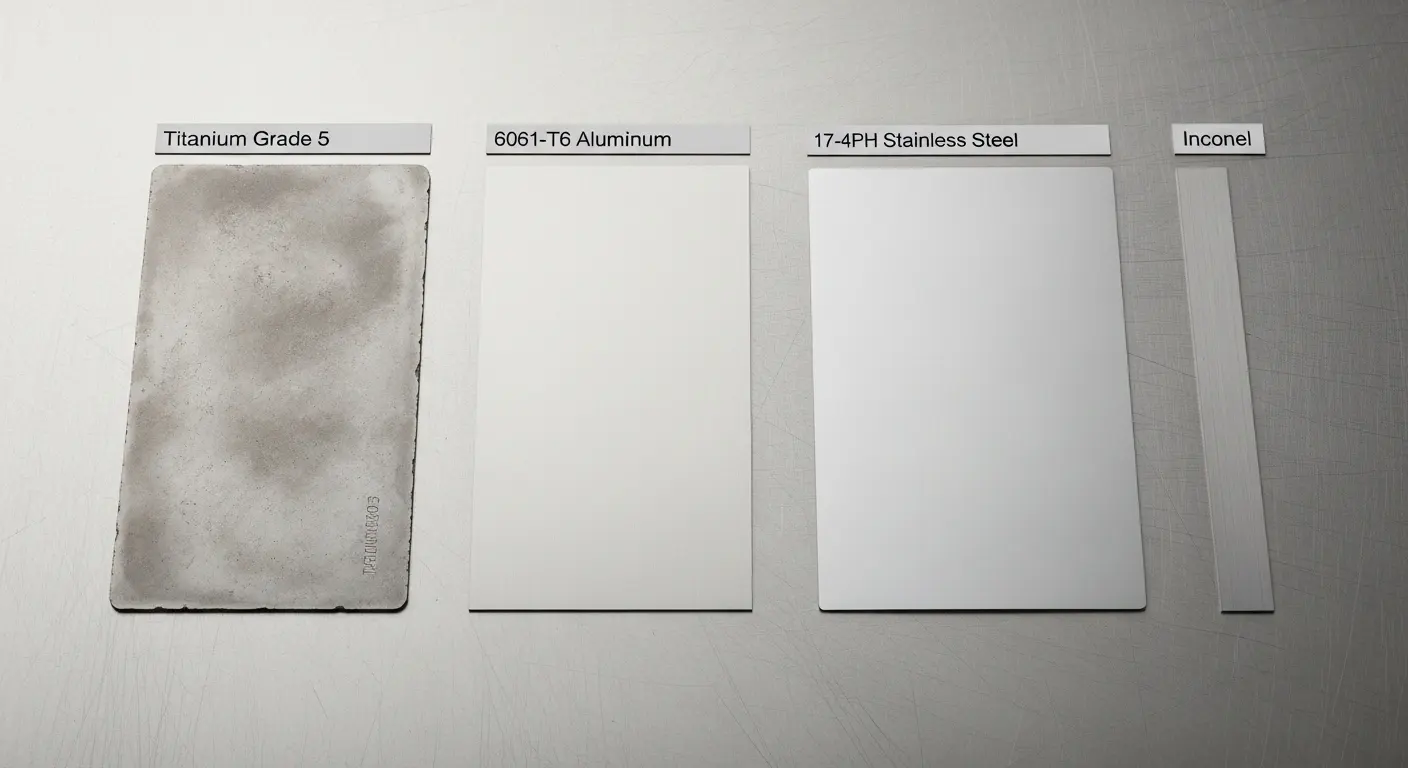
La fabrication aérospatiale utilise des grades de matériaux qui poussent les freins à pression bien plus fort que le travail en acier standard. UnFrein à pression de qualité aérospatiale doit être configuré pour gérer chacun de ces éléments correctement.
Titan (Grade 2, Grade 5 Ti-6Al-4V) — Le titane est le matériau le plus difficile à plier de façon constante en aérospatiale. Il a un rapport résistance/poids élevé, Retour significatif (typiquement 3–5° par courbure de 90°), et une fenêtre étroite de ductilité. Se plier trop vite provoque des fissures. La flexion sans compensation de reculement produit des brides hors tolérance. Le rayon de flexion minimal est généralement de 2 à 3× d’épaisseur du matériau pour le grade 5.
Alliages d’aluminium (6061-T6, 7075, 2024) — Le ressort en aluminium de qualité aérospatiale varie de 1° à 2° par courbe de 90° sur le 6061-T6. Alliages à plus haute résistance comme 7075 et 2024 sont moins indulgents. La finition de surface est importante — les surfaces anodisées et revêtues marquent facilement avec un rayon d’outillage incorrect ou une pression de serrage excessive.
Alliages d’inconel et de nickel — Utilisé pour les composants moteurs et les structures thermiques. Ces matériaux nécessitent un tonnage nettement plus élevé que ce que leur épaisseur laisserait penser, et ils se durcissent rapidement lors du formage. L’usure des outils est agressive.
Acier inoxydable (17-4PH, 15-5PH) — Les grades en acier inoxydable trempés à la précipitation utilisés dans les structures aérospatiales nécessitent une correction précise de la surflexion — compensation de 2 à 3° par courbure de 90° dans la plupart des cas.
Comprendre votre matériau principal détermine chaque décision de spécification pour votreFrein à pression de qualité aérospatiale — de la sélection du tonnage aux exigences du contrôleur en passant par l’investissement dans les outillages.
Normes de tolérance pour le travail sur freins à pression de qualité aérospatiale
Les tolérances aérospatiales ne sont pas seulement plus strictes — elles sont fondamentalement différentes des normes générales de fabrication.
Pour le travail standard sur freins à pression CNC, La norme de l’industrie est:
- Positionnement linéaire: ±0,1–0,2 mm
- Tolérance angulaire: ±0,5°
- Précision de la jauge arrière: ±0,15 mm
Pour unFrein à pression de qualité aérospatiale, Les normes requises sont:
- Positionnement linéaire: ±0,01–0,05 mm
- Tolérance angulaire: ±0,1° à ±0,3°
- Précision de la jauge arrière: ±0,01 mm
- Répétabilité à travers 500+ Cycles: pas de dérive par rapport aux paramètres d’ensemble
Ce qui rend cela difficile, c’est que ces tolérances doivent être maintenues sur toute la durée de production — pas seulement au premier virage d’une machine fraîchement calibrée. Variation de température, Usure des outils, Changements de viscosité du fluide hydraulique, et la déviation du cadre sous charge introduisent tous une dérive au fil du temps. UnFrein à pression de qualité aérospatiale gère tout cela via une rémunération active, Pas juste une installation soignée.
Pour les ateliers qui exploitent unFrein à pression CNC à angle variable avec correction en temps réel des capteurs, Ces bandes de tolérance sont réalisables — mais seulement lorsque les spécifications de base de la machine sont dès le départ au niveau de précision aérospatiale.
Caractéristiques clés pour un frein à pression de qualité aérospatiale
Lors de l’évaluation des machines, ce sont les spécifications qui distinguent les configurations aérospatiales des freins à pression CNC standards.
Système de propulsion — Le servo-électrique est le choix principal pour la précision aérospatiale. Pas de fluide hydraulique signifie pas de variation de viscosité avec la température, Temps de réponse plus rapides, et la répétabilité de positionnement à ±0,005 mm. Un40-Frein à pression électrique en tonne est un point d’entrée pratique pour les petits composants aérospatiaux et les travaux de prototypes.
Type d’encodeur — Les encodeurs linéaires à l’échelle du verre sur l’axe Y sont obligatoires pour la précision aérospatiale. Les encodeurs rotatifs sur l’arbre moteur introduisent un jeu mécanique. Les encodeurs linéaires mesurent directement la position réelle de la RAM, Position non déduite à travers la transmission.
Nombre d’axes — Les pièces aérospatiales comportent souvent plusieurs brides, Géométries complexes, et des caractéristiques de tolérance serrée qui nécessitent que le manomètre arrière se repositionne précisément en milieu de séquence. Une configuration à 6 axes (Y1, Y2, X, R, Z1, Z2) est la norme pour les travaux multi-courbes de qualité aérospatiale. Pour les pièces avec des lignes de courbure longues sensibles au couronnement, un axe V (Couronnement actif) est également obligatoire.
Contrôleur CNC — Le contrôleur doit supporter les bases de données de compensation à ressort par catégorie de matériau, Intégration de la mesure d’angle en temps réel, et journal des données de production. Les contrôleurs comme le Delem DA69S et le DA69T répondent à ces exigences.
Rigidité du châssis — La précision aérospatiale exige un châssis qui ne fléchit pas sous charge. Soulagée par le stress, Les cadres usinés CNC avec une structure en C fermée ou en O-frame maintiennent le parallélisme entre l’émerveillement et le lit sous un tonnage complet.
UnFrein à pression avec entraînement par servomoteur combine la précision du positionnement et les caractéristiques énergétiques requises pour le travail aérospatial, sans la complexité de gestion des fluides des systèmes hydrauliques complets.
Servo-électrique vs servo-hydraulique: Ce qui est mieux pour l’aérospatiale?
Les deux systèmes d’entraînement peuvent atteindre des niveaux de précision aérospatiale. La différence réside dans la façon dont ils y arrivent et le coût de leur entretien.
| Spécification | Servo-électrique | Servo-hydraulique |
|---|---|---|
| Précision du positionnement | ±0,005 mm | ±0,01–0,02 mm |
| Stabilité de la température | Excellent — pas de changement de viscosité du fluide | Bien — avec une mécanique hydraulique à température contrôlée |
| Temps de réponse | Très rapide | Presque (Servovalve dépendante) |
| Plage de tonnage | Meilleur jusqu’à ~200T | Meilleur au-dessus de 150T pour des travaux lourds |
| Entretien | Faible — pas de liquide hydraulique | Modéré — liquide, Sceaux, Filtres |
| Consommation d’énergie | Lower — le moteur ne fonctionne qu’à la demande | Plus haut — la pompe fonctionne en continu |
| Meilleure application | Composants aérospatiaux de précision, Matériau fin | Pièces aérospatiales structurelles, Formage à tonnage élevé |
Pour la plupart des travaux de tôle aérospatiale — supports, Côtes, Skins, et enceintes dans la 0.5 mm à 6 Gamme mm — le servo-électrique est le choix évident. L’absence de variation du fluide hydraulique fait que la machine fonctionne de manière identique au premier virage et au dernier virage du passage.
Pour les composants aérospatiaux structurels plus lourds où le tonnage dépasse 200T, Un système servo-hydraulique haut de gamme avec fluide à température contrôlée et servovannes proportionnelles peut répondre aux exigences de précision aérospatiale, à un coût d’investissement plus bas pour une capacité à haute tonnerie.
Outillages pour la courbure de freins à pression de qualité aérospatiale
La machine seule n’offre pas de précision aérospatiale. L’outillage est tout aussi crucial sur unFrein à pression de qualité aérospatiale.
Rayon de poinçon pour le titane — Le titane nécessite un rayon de perforation plus grand que l’acier d’épaisseur équivalente. Une règle générale est d’avoir une épaisseur minimale de 3 × matériau pour le Ti-6Al-4V. Des rayons nets déclenchent la fissure à la ligne de courbure en titane, Même lorsque la vitesse de flexion de la machine est correctement contrôlée.
Dureté de surface de l’outil — Les outillages aérospatiaux utilisent généralement de l’acier à outils de précision avec une dureté de surface de 58 à 62 HRC. Un outillage plus souple s’use plus rapidement sous le titane et l’acier haute résistance, et la dégradation de surface introduit des variations d’angle sur les séries de production.
Consistance de la hauteur de l’outil — Pour la précision aérospatiale, Tous les outils dans un système multi-stations doivent correspondre à une hauteur de ±0,01 mm. Le serrage de précision de type Wila avec douilles auto-saisissantes est standard dans les configurations de qualité aérospatiale.
Contrôle de dégagement pour surfaces revêtues et anodisées — De nombreuses pièces en aluminium aérospatial possèdent des revêtements protecteurs. Matrices en V standard avec des surfaces rayées rayées aux rayures des rayures. Les inserts de puces en polyuréthane ou les rayons polis protègent l’intégrité de la surface lors du formage.
Un bon outillage combiné à unFrein à pression de qualité aérospatiale Maintient la précision sur de longues séries de production — pas seulement lors de la mise en place initiale. LeCisaillement métallique hydraulique robuste pour un blanking de précision et unmachine robotisée à soudage MIG/TIG Pour l’assemblage en aval, complétez le flux de fabrication de précision complet que les chaînes d’approvisionnement aérospatiales exigent.
Qualité, Traçabilité, et Conformité en courbure aérospatiale
Les clients de l’aérospatiale n’achètent pas seulement des pièces — ils auditent le processus qui les produit. UnFrein à pression de qualité aérospatiale doit soutenir le système de gestion qualité de votre boutique, pas seulement faire des courbes précises.
AS9100 Rev D — La norme de gestion qualité pour les fabricants aérospatiaux. Le contrôleur CNC de votre frein à pression doit pouvoir enregistrer les paramètres de flexion (Force, Position de l’axe Y, Position de la gabarit arrière, date/heure, ID d’opérateur) par série. Certains clients exigent une traçabilité par pièce sur les composants sérialisés.
Accréditation NADCAP — Les ateliers fournissant aux grands fabricants aérospatiaux ont souvent besoin de la certification NADCAP pour des procédés spéciaux, y compris le formage de la tôle. Cela nécessite des contrôles de processus documentés, Records d’étalonnage de la machine, et les certifications des matériaux liées à chaque lot de production.
Calibration et certification de la machine — AnFrein à pression de qualité aérospatiale doit être calibré à intervalles réguliers à l’aide de normes traçables. La plupart des contrats d’approvisionnement aérospatial spécifient la fréquence d’étalonnage (généralement tous les 6 à 12 mois) et exigent que les enregistrements d’étalonnage soient disponibles sur demande.
Inspection du premier article (DO) — Les acheteurs aérospatiaux exigent régulièrement la documentation FAI sur les nouvelles pièces, y compris les mesures de l’angle de flexion, Mesures de longueur de la bride, et certifications de matériaux. Le contrôleur CNC de votre machine devrait pouvoir exporter les paramètres de production utilisés pour chaque exécution FAI.
Pour les boutiques qui s’approvisionnent enFrein à pression de qualité aérospatiale Des fournisseurs étrangers, Vérifier la disponibilité des documents de conformité avant l’achat évite des lacunes coûteuses après la livraison.
Comment évaluer un frein à pression de qualité aérospatiale avant d’acheter
Utilisez ces cinq questions pour évaluer n’importe quelle machine avant de vous engager dans un achat.
1. Quelle est la précision réelle du positionnement — mesurée, non classé?
Demandez des rapports de tests d’étalonnage indépendants, Pas seulement des affirmations sur la fiche technique. La précision aérospatiale à ±0,01 mm doit être vérifiée sous charge, Pas seulement à force nulle.
2. Quel type d’encodeur est utilisé sur l’axe Y?
Confirmez que les encodeurs linéaires à l’échelle du verre sont des équipements standards, Ce n’est pas une amélioration optionnelle. Les encodeurs rotatifs ne sont pas acceptables pour les niveaux de précision aérospatiale.
3. Le contrôleur supporte-t-il la compensation de rebond par qualité de matériau?
Le travail aérospatial couvre plusieurs alliages avec des comportements de reprise différents. Votre contrôleur a besoin d’une base de données de matériaux programmable — pas seulement d’une seule valeur de correction.
4. La machine peut-elle enregistrer et exporter les données de production par lot ou par pièce?
La traçabilité AS9100 nécessite cela. Confirmez que le contrôleur dispose d’une capacité d’exportation USB ou réseau avec enregistrement des paramètres inclus.
5. Quelle est la note de précision de la machine après la stabilisation thermique?
Une machine peut spécifier ±0,01 mm froid, mais dérive sous la température de fonctionnement. Demandez des données de précision après 2 Des heures de production — c’est la vraie spécification opérationnelle.
Foire aux questions sur le frein à pression de qualité aérospatiale
Qu’est-ce qu’un frein à pression de qualité aérospatiale?
Un frein à pression de qualité aérospatiale est un frein à pression CNC qui respecte les normes de précision et de répétabilité requises pour la fabrication aérospatiale. Il offre généralement une précision de positionnement de ±0,005–0,01 mm, Répétabilité angulaire de ±0,1°–±0,3°, Correction active du retour de réception, et la journalisation complète des données de production pour la traçabilité.
Quelle précision exige la flexion aérospatiale?
La courbure aérospatiale nécessite généralement une tolérance angulaire de ±0,1° à ±0,3° et un positionnement linéaire de ±0,01 mm à ±0,05 mm. Ces tolérances doivent être maintenues sur toute la durée de la production, Pas seulement lors des configurations initiales. C’est 5 à 10 × plus serré que les tolérances de fabrication générales.
Un frein à pression hydraulique peut-il atteindre une précision de qualité aérospatiale?
Oui, un frein à pression servo-hydraulique haut de gamme avec encodeurs linéaires, Fluide à température contrôlée, et les servovannes proportionnelles peuvent atteindre des niveaux de précision aérospatiale. Pour une précision maximale — notamment sur le titane et l’aluminium fins — les systèmes d’entraînement servo-électriques sont plus cohérents car ils éliminent la variabilité du fluide hydraulique.
Quels matériaux utilise un frein à pression de qualité aérospatiale?
Les freins à pression de qualité aérospatiale manent le titane (Grade 2 et grade 5), Alliages d’aluminium (6061-T6, 7075, 2024), Acier inoxydable trempé par précipitation (17-4PH, 15-5PH), Inconel, et d’autres alliages à base de nickel. Chaque matériau nécessite une compensation spécifique du reculement, Rayon d’outillage, et réglages de vitesse de flexion.
Quelle est la différence entre un frein à pression de qualité aérospatiale et un frein à pression CNC standard ??
Un frein à pression CNC standard vise ± positionnement de 0,1 mm et une tolérance angulaire de ±0,5°. Un frein à pression de qualité aérospatiale vise ± positionnement de 0,005 à 0,01 mm et une tolérance angulaire de ±0,1°–±0,3° — généralement via des encodeurs linéaires, Entraînement servo-électrique, Mesure de l’angle actif, et une correction avancée du redémarrage que les machines standard n’incluent pas.

