













8 Asse Freno a Pressa CNC: Funzionalità, Accuratezza, e Migliori Casi d'Uso
Perché scegliere un sistema a 8 assi?
Un 8-asse freno a pressione CNC è progettato per la fabbricazione di metalli ad alta precisione dove è complesso, Asimmetrico, oppure sono necessarie geometrie rastremate. Mentre le macchine standard gestiscono semplici pieghe, Un sistema a 8 assi fornisce un controllo indipendente su più dita di backgauge.
Punti chiave:
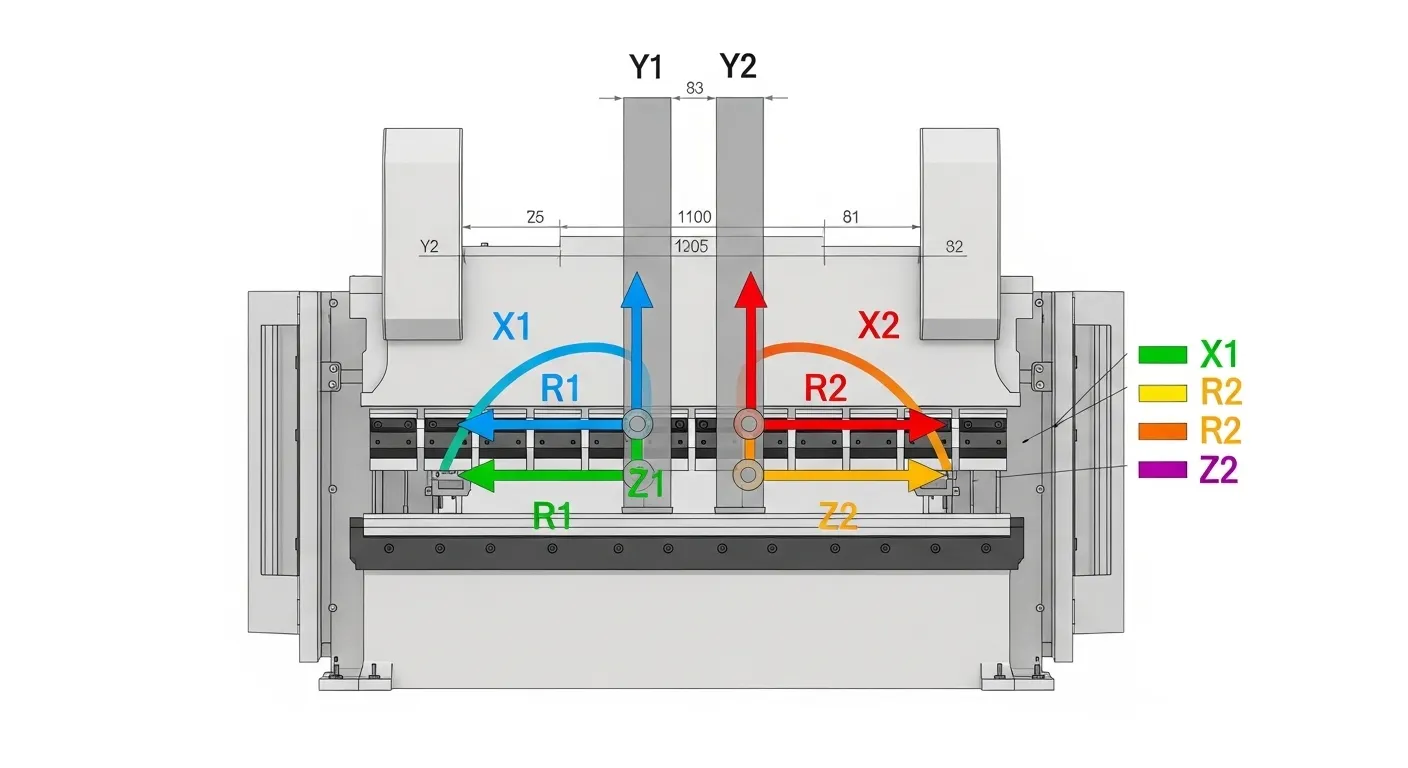
- Le 8 Assi definiti: Y1/Y2 (Ram), X1/X2 (Profondità di backgauge), R1/R2 (Altezza del retroscartamento), Z1/Z2 (Movimento laterale di backgauge).
- Beneficio principale: La capacità di piegare parti con linee di flange non parallele e lunghezze di piegatura variabili senza ricalibrazione manuale.
- Meglio per: Componenti aerospaziali, Rivestimento architettonico complesso, e high-mix, produzione a basso volume dove il tempo di preparazione uccide la redditività.
- Fattore ROI: Riduce drasticamente il tempo di montaggio per parti complesse automatizzando il posizionamento del backgauge per ogni singolo passaggio della sequenza di piegatura.
Decodifica della configurazione: Cosa fare 8 Le asce in realtà sì?
Per giustificare l'investimento in una macchina a 8 assi, Devi capire esattamente per cosa stai pagando. Le "Magia" di un sistema a 8 assi risiede nel movimento completamente indipendente delle dita di backgauge.
I freni a pressione standard di solito collegano il movimento delle torri di scartamento posteriore. In una configurazione a 8 assi, il controller CNC gestisce indipendentemente i seguenti movimenti:
- Y1 & Y2 (Movimento Ram): I cilindri idraulici o elettrici standard che azionano la trave superiore verso il basso. Il controllo indipendente qui permette "Dominio dell'aria" Precisione e inclinazione (per le curve rastremate).
- X1 & X2 (Profondità di backgauge): Questi assi controllano il movimento avanti e indietro delle dita del retrogradore.
- Il vantaggio degli 8 assi: Puoi posizionare il dito sinistro a una profondità diversa rispetto a quello destro. Questo è essenziale per piegare parti con bordi angolati o non quadrati (Flessione conica).
- R1 & R2 (Altezza del Backgauge): Questi assi controllano il movimento verticale su e giù delle dita.
- Il vantaggio degli 8 assi: Se stai piegando una parte con una flangia già formata e che pende più in basso da un lato, L'indipendenza dell'asse R permette a un dito di abbassarsi per aggrapparsi al materiale mentre l'altro rimane alto.
- Z1 & Z2 (Posizione laterale del dito): Questi assi controllano il movimento da sinistra a destra delle dita lungo la barra di scartamento posteriore.
- Il vantaggio degli 8 assi: La macchina posiziona automaticamente le dita alla larghezza ottimale per ogni singolo passo di piegatura. Non devi mai fermare la macchina per far scorrere manualmente le dita, accelerando significativamente la flessione multistadio.
Capacità chiave: Complessità di maneggevolezza con precisione

La capacità principale di un freno a pressione a 8 assi è Flessibilità geometrica.
In un ambiente standard a 4 assi, Gli operatori spesso devono creare "Soluzioni alternative" per parti complesse—uso di dime, tracciare linee sul metallo, o impostare i fermi manuali. Un sistema a 8 assi digitalizza queste soluzioni alternative.
Flessione asimmetrica (Curve conicate/coniche)
Se devi creare una forma a imbuto o una staffa dove la linea di curvatura non è parallela al bordo del foglio, I retrostametri standard falliscono perché la barra di arresto è parallela al die.
- Soluzione: Con X1 e X2 che si muovono indipendentemente, il scartamento di arretramento crea una linea di arresto angolata, Permettendo curve coniche precise senza disposizione manuale.
Flessione multistadio senza riconfigurazione
Per parti che richiedono più curve su diverse stazioni (e.g., una configurazione a piegatura progressiva lungo tutta la lunghezza del piano), gli assi Z1 e Z2 diventano critici.
- Soluzione: Mentre l'operatore sposta la parte dalla Stazione A (Lato sinistro) alla Stazione B (Lato destro), gli assi Z spostano automaticamente le dita nella posizione corretta per la curva successiva immediatamente.
Manovrabilità delle flange discendenti
Quando si piega una scatola o un pannello, Le curve precedenti spesso causano flange che pendono verso il basso, potenzialmente in collisione con una barra di scartamento standard.
- Soluzione: Gli assi indipendenti R1 e R2 permettono alle dita di regolare dinamicamente la loro altezza, superare gli ostacoli e ingaggiare la parte sulla superficie di misurazione corretta.
4-Asse vs. 6-Asse vs. 8-Asse: Scegliere la macchina giusta
Non tutte le officine hanno bisogno di una macchina a 8 assi. Se stai principalmente piegando le staffe rettangolari piatte, Le asce extra potrebbero essere eccessive. Tuttavia, Se vuoi ampliare le tue capacità, Confronta le differenze qui sotto.
| Caratteristica | 4-Asse (Y1, Y2, X, R) | 6-Asse (Y1, Y2, X1, X2, R, Z) o simile | 8-Asse (Y1, Y2, X1, X2, R1, R2, Z1, Z2) |
| Profondità di backgauge | Bar condiviso (Solo parallelo) | Indipendente (Possibili curve angolate) | Indipendente (Possibili curve angolate) |
| Altezza del Backgauge | Altezza condivisa | Altezza condivisa | Indipendente (Flangie irregolari) |
| Larghezza delle dita (A sinistra) | Regolazione manuale | Automatico (Z1/Z2 spesso collegati o indipendenti) | Completamente automatico indipendente |
| Miglior Caso d'Uso | Scatole standard, Parentesi semplici | Parti rastremate, Volume più alto | Aerospaziale complesso, Architettura, Parti multistadio |
| Tempo di preparazione | Alto (Scivolamento manuale con le dita) | Medium | Più basso (Completamente automatizzato) |
| Abilità dell'operatore | Alto (Necessarie soluzioni manuali) | Medium | Abbassare (La macchina gestisce la geometria) |
Nota strategica: Se la tua produzione coinvolge semplici parti rettangolari, potresti massimizzare il ROI con una configurazione più semplice. Dai un'occhiata alla nostra guida su4 Asse Freno a Pressa CNC: Cosa puoi costruire con essoPer vedere se si adatta meglio alle tue esigenze attuali.
Applicazione nel mondo reale: Migliori Casi d'Uso per la Flessione a 8 assi

La configurazione a 8 assi si distingue nei settori dove la precisione è non negoziabile e la geometria dei pezzi varia enormemente.
Rivestimento architettonico & Facciate
L'architettura moderna favorisce il non lineare, contorti, e pannelli metallici tassellati. Questi spesso richiedono flange che variano in profondità lungo tutta la lunghezza del pezzo.
- Perché 8 assi: L'indipendenza X1/X2 permette di misurare "trapezoidale" pannelli accurati senza segnare linee sulla pellicola protettiva.
Componenti aerospaziali
Le staffe per aeromobili e le costole strutturali spesso si inseriscono in strette, Fucellieri curvi. Raramente presentano angoli semplici di 90 gradi o bordi quadrati.
- Perché 8 assi: La combinazione di assi R indipendenti (Altezza) e assi X (Profondità) garantisce che il pezzo venga calibrato correttamente anche se il bordo di riferimento è curvo o a gradini.
High-Mix, Officine di lavoro a basso volume
Se il tuo negozio è attivo 50 diversi numeri di parte al giorno con quantità di lotto da 5 a 10 unità, Il tempo di configurazione manuale è la tua perdita più grande.
- Perché 8 assi: Gli assi Z1/Z2 eliminano la necessità per l'operatore di camminare dietro la macchina per far scorrere le dita. La macchina è pronta per la Parte B, la seconda Parte A è completata.
Mini Case Studies: Efficienza in Azione
Studio di caso A: Il laboratorio di lavoro architettonico
Situazione: Un'officina di fabbricazione a Chicago vinse un contratto per una facciata dello stadio che richiedeva 4,000 Pannelli in alluminio. 40% dei pannelli non erano rettangolari (trapezoidale).
Problema: Utilizzando i freni a 4 assi esistenti, Gli operatori dovevano tracciare manualmente le linee di piegatura su ogni parte trapezoidale perché il retroscartamento non riusciva a corrispondere all'angolo. Questo aggiungeva 3 minuti per parte.
Soluzione: Hanno installato un freno a pressione CNC Ragos a 8 assi. Gli assi X1/X2 sono stati programmati per imitare l'angolo del pannello.
Esito: Tempo di preparazione sceso a zero. La scrittura è stata eliminata. Velocità aumentata di 250% sui pannelli complessi, Pagando per la differenza della macchina in 8 Mesi.
Caso di Studio B: Il produttore di involucri elettronici
Situazione: Un produttore di rack server doveva produrre telai con molteplici livelli interni e punti di montaggio.
Problema: I pezzi necessari 12 pieghe per unità. Gli operatori spesso buttavano via i pezzi perché dimenticavano di regolare manualmente la larghezza delle dita (Asse Z) Tra le curve 4 e piegare 5, causando collisioni con flange laterali.
Soluzione: Fu implementato un sistema a 8 assi con movimento automatico Z1/Z2.
Esito: Il controller spostava automaticamente le dita per liberare flange laterali tra un passo e l'altro. La velocità di rottami dovuta alle collisioni è scesa a quasi 0%, e la fatica dell'operatore era significativamente ridotta.
Domande frequenti: Domande comuni sulla flessione multiasse
Un: In generale, No. Controllori CNC moderni (come Delem o Cybelec usati sulle macchine Ragos) visualizza la parte in 3D. Importi il file STEP, e il software calcola automaticamente la X, R, e posizioni Z. L'operatore non programma manualmente "X1 a 50mm"; Il software lo gestisce.
Di solito, Questo non è conveniente. Richiede di sostituire l'intero gruppo di scartamento posteriore, Servomotori, Propulsioni, e spesso anche il controller CNC stesso. È quasi sempre meglio acquistare una macchina progettata per il funzionamento su 8 assi.
Un po' di più, semplicemente perché ci sono più servomotori e viti a sfera per lubrificare e calibrare. Tuttavia, Perché il sistema è automatizzato, C'è meno usura fisica dovuta agli operatori che sbattono manualmente le dita sulla rotaia.
Sebbene vari in base al tonnellaggio e al marchio, Il salto da 6 A 8 Assi rappresenta tipicamente un aumento del 15–25% nel costo delle macchine. Questo premio è giustificato se il tuo "Tempo di preparazione" I risparmi superano quel costo rispetto al primo 2 anni.
Conclusione: Vale la pena fare l'upgrade?
Investire in un 8-asse freno a pressione CNC Non si tratta solo di comprare "Ulteriori specifiche"—si tratta di comprare Agilità.
Se la tua linea di produzione è appesantita da aggiustamenti manuali, Layout complessi, o parti che semplicemente non possono essere calibrate su una barra dritta, Il sistema a 8 assi è un risolutore di problemi. Trasforma il freno a pressione da collo di bottiglia in un centro produttivo flessibile.
Prossimi passi per il tuo negozio:
- Verifica il tuo rottami: Stai perdendo parti a causa di geometrie complesse o errori manuali di calibrazione?
- Controlla la tua geometria: Rifiuti spesso lavori perché coinvolgono pieghe rastremate o flange non parallele?
- Contatta Ragos: Esplora la nostra gamma di soluzioni multiasse per vedere quale configurazione corrisponde al tuo volume di produzione.
Pronto a iniziare con le basi? Rivedi i fondamenti nella nostra guida su 4 Asse Freno a Pressa CNC: Cosa puoi costruire con esso.

