













8軸CNCプレスブレーキとは何か? (斧の解説)
精密金属加工の世界における8軸CNCプレスブレーキとは何を意味するのでしょうか? 高効率な生産と複雑な部品形状を目指している場合, これら8つの独立した軸の具体的な動きを理解することは、ショップの投資収益率(ROI)を最大化するために不可欠です.
8軸CNCプレスブレーキは、8つの独立制御されたモーター駆動の動きを用いてラムとバックゲージの位置を決める高精度の金属曲げ機械です. 標準的な3軸機械とは異なります, 8軸システム (通常はY1, Y2, X1, X2, R1, R2, Z1, およびZ2) 非対称曲げを許容します, テーパーフランジ, および単一サイクルでの多段セットアップ.
私が様々な人と仕事をしてきた年月の中で 板金曲げ機 CNC セットアップ, 私はジャンプが 4 宛先 8 AXSこそがショップが本当に移行する場所です "一般的な製作" 宛先 "先端製造。" 一方、基本的な機械は両側のフランジ長が異なる部品に苦労するかもしれません, 8軸の機械はバックゲージの指を独立して動かして処理します. これにより手動計測や複数セットアップの必要がなくなります, それが最大のものだ "時間つぶし" どの工場のフロアでも.
どうやって 8 斧は曲げのサイクルで協力して働いています?
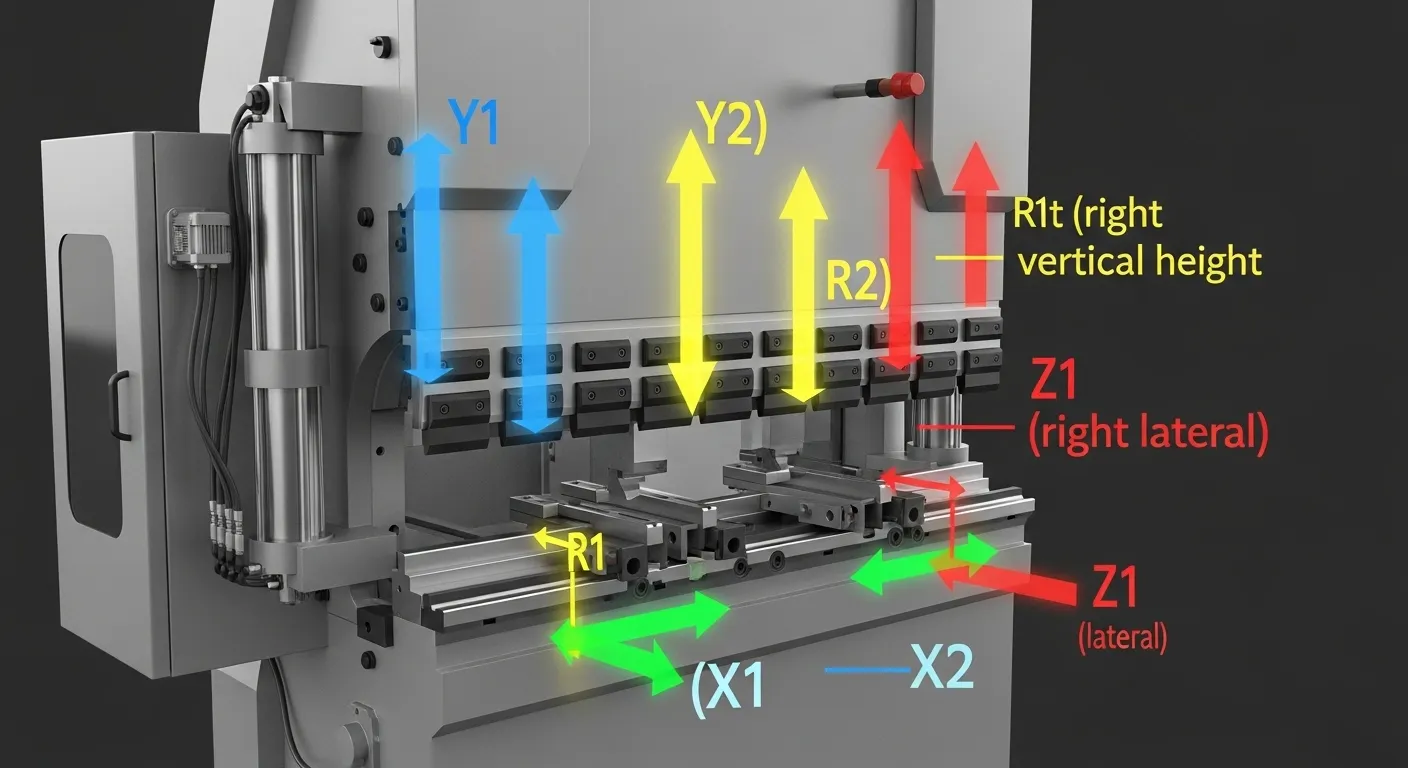
ザ 8 軸は完全に同期して動作します, CNCコントローラーによって管理されます, 曲げるために必要なすべての物理的調整を自動化すること. Y1軸とY2軸はラムの深さを制御します, 一方、Xは, R, Zペアは独立して水平を管理します。, 垂直, およびバックゲージ指の横位置.
この八つの軸が何をするのかを真に理解するために, それらを2つの機能基に分ける必要があります: ラム (上部ビーム) そしてバックゲージ (物資支援).
ラムアックス: Y1とY2
- 機能: これらの軸は左の円筒の垂直下降を制御します (Y1) そして右だ (Y2) 機械の側面.
- 利点: 独立して制御することで, CNCはビームの傾きを補正できます, パンチがミクロンレベルの並列性でダイに入ることを保証する.
バックゲージ軸: X1, X2, R1, R2, Z1, Z2
ここで "8-軸" この称号は本当に輝いています. 8軸のセットアップにおいて, バックゲージは単なる一本の実線バーではありません; それは2本の独立した指で構成されており、それぞれ3方向に動くことができます:
- X1 & X2 (深さ): フランジの片側がもう一方より長い場合、テーパーやスキュードベンドを可能にします.
- R1 & R2 (高さ): バックゲージに当たるはずのフランジがあらかじめ曲がっている部品に不可欠です.
- Z1 & Z2 (サイド): 2本の指の間の距離を制御します, 小さなパーツと大きなパーツを切り替える際に、指を手作業でレールに滑らせることなく完璧に使えます.
なぜ8軸構成が4軸より優れているのか?

8軸構成は各バックゲージフィンガーを独立して制御できるため優れています, 一方、4軸機械は通常、バックゲージを一つのユニットとして移動させます. この独立性により複素数が可能となります。, 多重曲げシーケンスや非対称部品で、低軸機械では物理的に製造不可能または非常に非効率的です.
| 特徴 | 4-アクシスプレスブレーキ | 8-アクシスプレスブレーキ |
| バックゲージ・フィンガーズ | 一本の小節で一緒に動く | 独立して動く (スプリット軸) |
| テーパードベンディング | 手動のシムやジグが必要です | X1/X2による完全自動化 |
| 準備時間 | 高い (複素部品の場合) | ニアゼロ (プログラムされた切り替え) |
| 非対称部分 | 非常に難しい/遅い | ネイティブ機能 |
| 生産性 | 標準 | 高い (まで 30% より速いサイクル) |
ヒント: もしあなたのショップが頻繁に対応しているなら長板金属用のタンデムプレスブレーキ, 高い軸数を持つことは、ワークピース全長にわたる同期を維持するために非常に重要です.
8軸精度の実世界の利点とは何か?
8軸精度の主な利点は、セットアップ時間の大幅な短縮です, ゲージングにおける人的ミスの排除, 複雑な航空宇宙や医療用部品の製造能力. 指の位置を自動化することで, 演算子は "テンベンド" 作品を置かずに連続した流れでパートを分けます.
削減 "付加価値のないもの" 時間
典型的なファブショップで, 機械はただ "ベンディング" に関しては 20% 当時の. もう一つは 80% セットアップに使われます, 測定, そして調整. 8軸の機械がこの脚本をひっくり返す. Z1軸とZ2軸が動くため、指は自動的に動く, オペレーターは手動で指を滑らせるために機械に手を入れる必要がありません. これにより "緑信号" コントローラーが長く光っている.
オペレーターの安全性向上
機械が指の位置決めをすべて担当しているとき, 操作者は工具の近くに手を置く時間が少なくなります. これは特に、 アップアクティングプレスブレーキコンパクト設計 スピードのために使われるかもしれません, しかし8軸の操作により、指は安全な材料支持のために正確に位置を確保できます.
8軸プレスブレーキはあなたの作業場にぴったりです?
複数のフランジ高さを持つ部品を製造する場合、8軸プレスブレーキが適切な選択です, テーパー形状, または最小限の労働介入で大量の処理量を必要とする. ただし、初期費用は高くなります, ROIは通常、その中に算出されます 12-18 スクラップの削減とサイクルタイムの短縮により数ヶ月間.
投資前にこれら3つの要素を考慮してください:
- 部品の複雑さ: あなたは "ステップベンド" また、ゲージが上下に動く必要がある部分もあります (R軸) 頻繁に?
- バッチサイズ: 高混合用, 低ボリューム (HMLV) 商店, 8軸機械の自動セットアップは命の恩人です.
- 精度の要求: もしあなたが作業しているなら +/- 0.5-次数公差, 独立したY1/Y2とV軸 (戴冠) 8軸マシンに搭載されている条件は交渉の余地がありません.
8軸CNC曲げに関するよくある質問
よく見かけます "8+1." ザ "+1" 以下を指します。 V軸, これが自動クラウニング補償です. これにより、機械全体にわたって曲げ角が一定に保たれます。 "お辞儀" 上部の梁のたわみに合わせて下部のテーブルを配置します.
そうですよ. 実際, 8-軸の機械は "ゴールドスタンダード" ロボットセルの場合. バックゲージは多くの位置に移動できるからです, ロボットは部品を参照するのがずっと簡単になります, その結果、減少する "衝突" ソフトウェアのエラー.
Delem DA-69TやESA S875のような現代のコントローラーは非常に直感的です. ほとんどはSTEPファイルをインポートするだけで3Dグラフィカルインターフェースを使います, そしてソフトウェアが自動的に最適な軸列を計算してくれます.

