













Que signifie un frein à pression CNC 8 axes? (Axes expliqués)
Que signifie un frein à pression CNC 8 axes dans le monde de la fabrication métallique de précision? Si vous visez une production à haute efficacité et des géométries complexes des pièces, Comprendre les mouvements spécifiques de ces huit axes indépendants est essentiel pour maximiser le retour sur investissement de votre atelier.
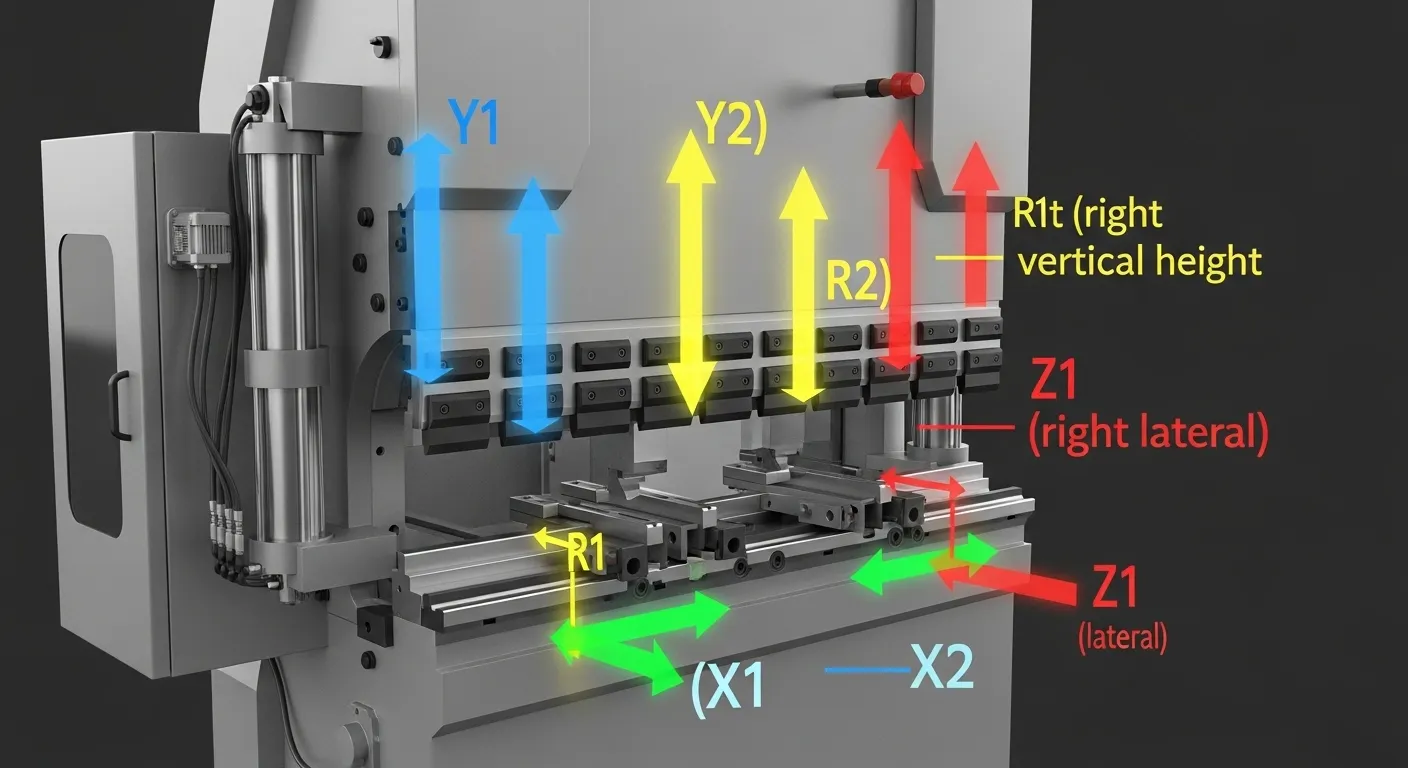
Un frein à pression CNC à 8 axes est une machine de pliage métallique de haute précision qui utilise huit mouvements motorisés contrôlés indépendamment pour positionner le bélier et le cartolier. Contrairement aux machines standard à 3 axes, Un système à 8 axes (typiquement Y1, Y2, X1, X2, R1, R2, Z1, et Z2) permet une flexion asymétrique, Brides coniques, et des montages à plusieurs étapes dans un seul cycle.
Au cours de mes années de travail avec divers Machine de pliage de tôle CNC Configurations, J’ai constaté que le saut de 4 à 8 Axes est là où une boutique fait vraiment la transition "Fabrication générale" à "Fabrication avancée." Alors qu’une machine basique peut avoir du mal avec une pièce dont les longueurs de brides sont différentes de chaque côté, Une machine à 8 axes le manipule en déplaçant indépendamment ses doigts de la jauge arrière. Cela élimine le besoin de jauge manuelle ou de configurations multiples, qui sont les plus importantes "Tueurs de temps" sur n’importe quel atelier.
Comment le 8 Les axes fonctionnent ensemble dans un cycle de flexion?
Le 8 Les axes fonctionnent en parfaite synchronisation, géré par un contrôleur CNC, pour automatiser chaque ajustement physique nécessaire à un pliage. Les axes Y1 et Y2 contrôlent la profondeur du bélier, tandis que le X, R, et Z paires gèrent indépendamment l’horizontale, vertical, et les positions latérales des doigts de la jauge arrière.
Pour vraiment comprendre ce que font ces huit axes, Nous devons les diviser en deux groupes fonctionnels: le Bélier (Largeur supérieure) et le Backgauge (Soutien matériel).
Les haches de bélier: Y1 et Y2
- Fonction: Ces axes contrôlent la descente verticale des cylindres à gauche (Y1) et bien (Y2) Côtés de la machine.
- L’avantage: En les contrôlant indépendamment, la CNC peut corriger toute inclinaison de la poutre, S’assurer que le poinçon entre dans la matrice avec un parallélisme au niveau micron.
Les axes de tirage arrière: X1, X2, R1, R2, Z1, Z2
C’est là que le "8-axe" La désignation brille vraiment. Dans une configuration à 8 axes, Le cartolier de fond n’est pas qu’une barre solide; Il se compose de deux doigts indépendants pouvant se déplacer dans trois directions chacun:
- X1 & X2 (Profondeur): Permet une flexion effilée ou biaisée où un côté de la bride est plus long que l’autre.
- R1 & R2 (Hauteur): Essentiel pour les pièces avec des brides pré-pliées qui autrement heurteraient le cartolier arrière.
- Z1 & Z2 (Côté): Contrôle la distance entre les deux doigts, Parfait pour passer de petites et grosses pièces sans s’arrêter pour faire glisser manuellement les doigts sur le rail.
Pourquoi la configuration 8 axes est-elle meilleure que 4 axes?

Une configuration 8 axes est supérieure car elle permet un contrôle indépendant sur chaque doigt de la jauge arrière, tandis qu’une machine à 4 axes déplace généralement la jauge de fond en une seule unité. Cette indépendance permet des activités complexes, des séquences à multiples courbures et des pièces asymétriques physiquement impossibles ou très inefficaces à produire sur des machines à axe inférieur.
| Fonctionnalité | 4-Frein à pression d’axe | 8-Frein à pression d’axe |
| Doigts à écartement arrière | Bougez ensemble sur une seule barre | Avancez de façon indépendante (Axe divisé) |
| Flexion effilée | Nécessite des calaises/gabarits manuels | Entièrement automatisé via X1/X2 |
| Temps d’installation | Haut (pour les parties complexes) | Proche de zéro (Changements programmés) |
| Pièces asymétriques | Très difficile/Lent | Capacité native |
| Productivité | Standard | Haut (jusqu'à 30% Cycles plus rapides) |
Conseil: Si votre atelier travaille fréquemment avecFreins à pression tandem pour tôle longue, Avoir un nombre élevé d’axes est essentiel pour maintenir la synchronisation sur toute la longueur de la pièce.
Quels sont les avantages concrets de la précision sur 8 axes?
Les principaux avantages de la précision sur 8 axes incluent une réduction massive du temps de montage, L’élimination de l’erreur humaine lors de l’évaluation, et la capacité de produire des composants complexes de qualité aérospatiale ou médicale. En automatisant le positionnement des doigts, Les opérateurs peuvent compléter un "Dix courbes" pièce en un seul flux continu sans poser la pièce.
Réduit "Non-valeur ajoutée" Temps
Dans un atelier de fabrication typique, La machine est seulement "pliage" À propos 20% de l’époque. L’autre 80% est dépensé pour la mise en place, Mesure, et ajustements. Une machine à 8 axes inverse ce scénario. Parce que les axes Z1 et Z2 déplacent automatiquement les doigts, L’opérateur n’a pas besoin de glisser manuellement les doigts dans la machine. Cela maintient le "Feu vert" sur la manette qui brille plus longtemps.
Sécurité accrue des opérateurs
Quand la machine gère tout le positionnement des doigts, L’opérateur passe moins de temps avec ses mains près de l’outillage. C’est particulièrement vrai pour les petites parties où un Conception compacte de frein à pression à action Peut être utilisé pour la vitesse, Mais le contrôle 8 axes garantit que les doigts sont exactement là où ils doivent être pour un support sûr des matériaux.
Un frein à pression 8 axes est-il adapté à votre atelier?
Un frein à pression à 8 axes est le bon choix si vous fabriquez des pièces avec plusieurs hauteurs de bride, Formes effilées, ou nécessitent un débit à fort volume avec une intervention minimale du travail. Alors que le coût initial est plus élevé, le retour sur investissement est généralement réalisé en 12-18 Des mois grâce à une réduction de la ferraille et des cycles plus rapides.
Considérez ces trois facteurs avant d’investir:
- Complexité des pièces: Tu as ? "Écarts en marche" ou des parties où la jauge doit monter et descendre (Axe R) fréquemment?
- Tailles des lots: Pour le mélange élevé, Faible volume (HMLV) Commerces, L’installation automatisée d’une machine à 8 axes est un véritable sauveur.
- Besoins de précision: Si vous travaillez avec +/- 0.5-Tolérances de degré, les axes indépendants Y1/Y2 et V (Couronnement) Trouvées sur les machines à 8 axes sont non négociables.
Foire aux questions sur la courbure CNC 8 axes
Souvent, vous verrez "8+1." Le "+1" fait référence à la Axe V, qui est la compensation automatique de couronnement. Cela garantit que l’angle de flexion est constant sur toute la longueur de la machine par "Réconfort" la table inférieure pour correspondre à la déflexion de la poutre supérieure.
Absolument. En fait, 8-Les machines à l’axe sont les "Étalon-or" pour les cellules robotiques. Parce que le backauge peut se déplacer dans de nombreuses positions, Le robot a beaucoup plus de facilité à référencer la pièce, ce qui conduit à moins "Collision" Erreurs dans le logiciel.
Les manettes modernes comme le Delem DA-69T ou l’ESA S875 rendent la série très intuitive. La plupart utilisent des interfaces graphiques 3D où il suffit d’importer un fichier STEP, et le logiciel calcule automatiquement la meilleure séquence d’axes pour vous.

