













操作方法 3 軸式CNCプレスブレーキ: ステップバイステップガイド
3 軸式CNCプレスブレーキ操作は、初心者が曲げの安定性を向上させる最も速い方法の一つです, スクラップを減らす, そして実際の生産作業に対する自信を築く. JSラゴスにて, 私たちは、新しい部品を試行錯誤にせずに安定した結果を求めるワークショップ向けにCNCプレスブレーキを製造しています.
理解してください 3 軸式CNCプレスブレーキ制御
A 3 軸式CNCプレスブレーキは、日常の部品を決定する3つのコア動作を制御することで、曲げの再現性を高めるよう設計されています.
典型的な3軸構成において, 制御されたラムの動きと、シートを再現可能な精度で位置決めるバックゲージシステムが期待できます. これは重要な点です。なぜなら、ほとんどの曲げ問題は「ミステリー問題」ではないからです。それらは不安定な位置から来ています, 誤った工具選択, またはセットアップ手順が一貫していない.
CNCプレスブレーキは油圧システムを使って金属を曲げます, CNCコントローラによる誘導. 鋼鉄などの一般的な素材でも動作します, アルミニウム, ブラス, 銅. 目的はシンプルです: 機械はプログラムされた指示に従って曲げ深さを決める, フランジ長, そして角度はバッチごとに予測可能になります.
操作前に主要な構成要素を理解しておくことが大切です
プログラムやパーツを動かす前に, 機械をシステムとして学びましょう. A 3 軸式CNCプレスブレーキは、各部品が何を担当するか理解していれば操作しやすくなります.
- 油圧システム: ポンプ, シリンダー, バルブ, ホースは曲げ力を生み出します. 安定した油圧は安定した角度の結果を支えます.
- CNCコントローラー: 入力を受け取り、動きを制御する「脳」. また、主要な稼働状況も監視します.

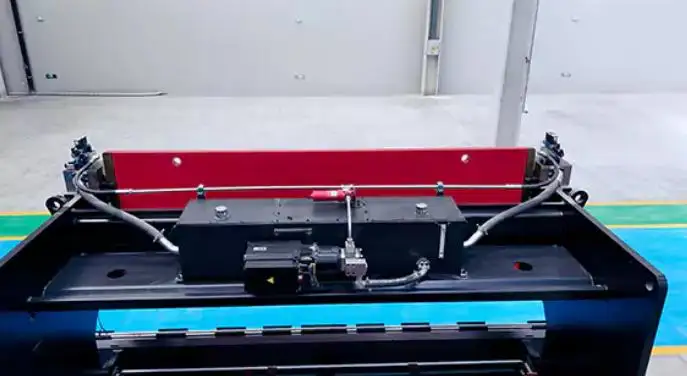
- バックゲージ: 各ステップごとにシートを保持し位置決め. 正しいバックゲージ設定はフランジ長の精度を守ります.
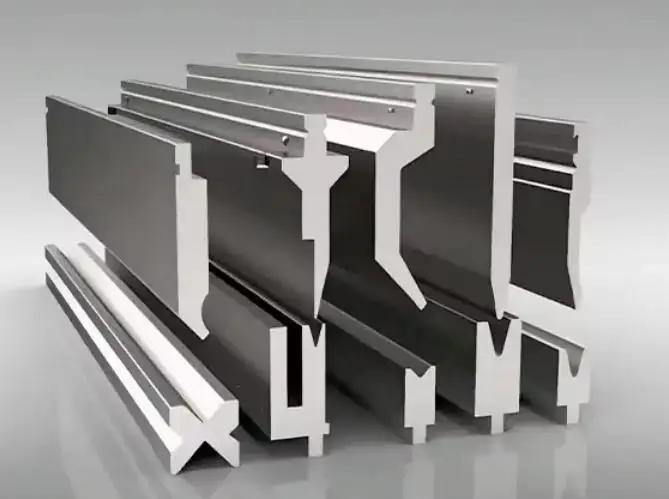
- ツーリング (パンチ & その): 形状と開口部が曲げの質を決定します, 需要トン数, そしてマーキングのリスク.
- 安全装置: 警備員, ライトカーテン, インターロックスイッチ, また、緊急停止は運転中の事故リスクを低減します.
JSラゴスにて, 初心者向けの実用的なおすすめは、バックゲージと工具を「精度ツール」として扱うことです,「アクセサリーじゃない. ほとんどの品質問題はそこから始まります.
プログラミング前にマシンを正しくセットアップしてください
良い曲がりは最初のテストが当たる前から始まる. セットアッププロセスは、初心者が繰り返し性を高めるか、後で現れる隠れた問題を作る場です.
まずは生産の基本から始めましょう: 空間, 安定性, そして電力.
- 適切な場所を選ぶ: 積み込みと荷降ろしのための十分なクリアランスを残してください. 適切な換気と安全な操作者の動きを確保してください.
- 正しくインストールする: 機械は水平であるべきです, 錨泊地, 振動や意図しない動きを減らすために床にしっかりとボルトで固定されています.
- Connect Dedicated Power(専用電力): 安定した動作をサポートするために、適切な接地および保護装置を使用してください.
次に曲げの基本に移ります: 工具選択とアライメント.
金型は材料の厚さに合わせていなければなりません, 曲げ角, および部品設計. パンチを取り付けて丁寧に死にしてください, 正確に合わせろ, 適合性とクリアランスの確認. 不適切な工具の取り付けは不正確な曲げを引き起こすことがあります, 表面の痕跡, さらには工具の損傷まで.
最終的に, オペレータールーチンを準備する. トレーニングは重要です。なぜならCNCは判断の代わりにはならないからです. 判断を繰り返し可能にします.

ステップバイステップの曲げサイクルをプログラムし実行する
セットアップが正しくなれば, プログラミングと操作がクリーンなシーケンスになります. A 3 軸式CNCプレスブレーキは、ワークフローを一貫性に保つと最も生産的です.
歩 1: プログラムを作成または読み込む
CNCコントローラーで, セットマテリアルタイプ, シート厚, ベンドステップ, およびプログラムされた角度. まずはセットアップ時に変数を減らすための基本的なジョブファイルから始めましょう.
歩 2: バックゲージの位置を設定
バックゲージは各フランジの長さを制御します. 参照辺を1つ選ぶ, シートが毎回同じ位置に置かれるようにしてください, そしてその方法をすべての部分で繰り返す.
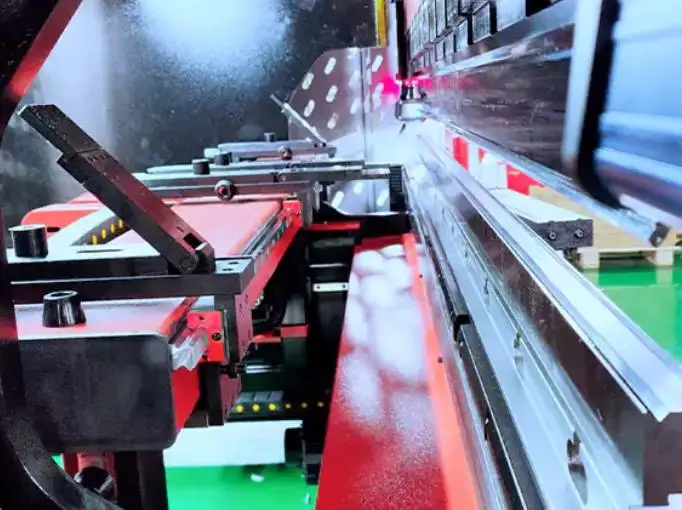
歩 3: 金型とクリアランスの確認
パンチとダイのペアリングを確認してください, アライメントの確認, 曲げ時に部品の形状に干渉がないことを保証します.
歩 4: スクラップ素材でテストランを行ってください
最初のサイクルは必ずスクラップで動かしてください. これにより貴重なシートを保護し、圧力をかけずに深さや角度を微調整できます.
歩 5: 繰り返し可能なリズムで制作を行ってください
最初の部分が正しい場合, 一貫性への注力. 同じシートローディング技術を使います, バックゲージに対する同じシーティング圧力, 同じ検査ポイント.
ほとんどの店ではシンプルなルールがうまく機能します: 生産が始まれば, 一度に一つの変数だけを変えてください. これにより、新たな問題を導入して「解決」するのを防ぎます.
事故を防ぐ安全ルールと初心者の習慣
A 3 軸式CNCプレスブレーキは強力です. 安全な運転は任意ではありません, そして安全は長期的にあなたの動きを遅らせるのではなく、ダウンタイムや怪我を防ぐのです.
- 常に曲げる部分から手を離してください.
- 各シフト前にライトカーテンとガードが作動しているか確認してください.
- 設計通りのインターロックを使用する; 絶対に避けてはいけません.
- 緊急停止地点を把握し、アクセスをテストしてください.
- 適切なPPEを使い、作業エリアを清潔で明るい環境に保ちましょう.
新しいオペレーターを育てている場合, プロセスを標準化する. 書面によるスタートアップチェックリストは、安全性と一貫性を同時に高める最も簡単な方法の一つです.
安定した精度のための日々のメンテナンスとトラブルシューティング
ほとんどの曲げ問題は予測可能です, そして多くは簡単な毎日の点検で回避可能です. メンテナンスの目的は「機械のケア」ではありません。それは品質管理です.
ここでは、初心者が 3 軸式CNCプレスブレーキ安定:
- 工具の摩耗や清潔さを確認してください. 小さなバリが角度のずれや表面の痕を引き起こすことがあります.
- 油圧ホースや継手を点検し、漏れによる圧力損失を防ぎましょう.
- フランジ長の安定性を保護するためにバックゲージの再現性を検証する.
- 位置ミスを避けるために基準面をきれいに保ちましょう.
角度が不均一な場合, まずは基本を復習しましょう: 工具マッチ, バックゲージシート, および試験品の結果. フランジの長さが変わる場合, バックゲージ基準法とオペレーターローディング法は通常、最初に調査すべき場所です.
CTA (行動を促す)
もし 3 初心者にも優しい操作と安定した生産ワークフローのために設計された軸式CNCプレスブレーキ, 材料の範囲に基づくおすすめはJS RAGOSにお問い合わせください, 部品の種類, および日次生産目標. 実用的な工具選びをお手伝いします, より安全なセットアップルーチンを定義する, そして学習曲線を短くして、最初の1週間のベンディングが本物の成果を生むようにします, 使える部品――テスト用のスクラップの山ではなく.

